

La soldadura es una técnica versátil y ampliamente utilizada para unir materiales en diversas industrias. Una de las formas más populares de soldadura es la soldadura con varilla, conocida por su simplicidad, asequibilidad y facilidad de uso.
Como aficionado o soldador ocasional, es probable que suelde en una posición plana u horizontal, pero surgen problemas cuando intenta la soldadura vertical. La soldadura vertical generalmente se realiza cuesta arriba o cuesta abajo, e incluso si estas técnicas de soldadura pueden parecer similares, la dirección de la soldadura puede afectar significativamente la resistencia y la apariencia de la soldadura.
En este artículo, exploraremos las diferencias entre la soldadura revestida cuesta arriba y cuesta abajo y examinaremos las ventajas y desventajas de cada método.

Fuente: https://www.corrosionpedia.com
¿Qué es la soldadura vertical y cuándo se usa?
La soldadura vertical es una técnica de soldadura vital que requiere precisión, habilidad y experiencia para funcionar correctamente. La junta de soldadura se coloca verticalmente y la soldadura se realiza en dirección hacia arriba o hacia abajo, de ahí los nombres de soldadura cuesta arriba y soldadura cuesta abajo, vertical hacia arriba o vertical hacia abajo.
La soldadura vertical se utiliza en diversas aplicaciones, como soldadura de tuberías, tanques y acero estructural. A menudo se usa con otros tipos de soldadura, como la soldadura horizontal y por encima de la cabeza, para crear soldaduras complejas en formas complejas.
En la industria de la construcción, la soldadura vertical se usa comúnmente para soldar los marcos de edificios, puentes y otras estructuras. En la construcción naval se utiliza la soldadura vertical para unir las planchas de acero del casco del barco. En la industria del petróleo y el gas, la soldadura vertical se utiliza para unir tuberías y otros componentes que se instalan verticalmente.

Foto por @qwesidarlington
1. ¿Por qué es un desafío la soldadura de tuberías verticales?
La soldadura vertical puede ser un desafío por varias razones, y algunas de las más comunes son:
-
Gravedad: soldar en posición vertical significa que la gravedad está trabajando en su contra. El metal fundido puede fluir hacia abajo si no se controla adecuadamente, lo que da como resultado una soldadura débil o desigual. Es por eso que debe emplear una técnica adecuada para garantizar que el flujo de metal penetre correctamente en ambos lados de la junta de manera uniforme.
-
Acceso: En algunos casos, la ubicación de la unión a soldar puede ser difícil de acceder. La soldadura en posición vertical puede requerir que usted se pare en una escalera o andamio, lo que puede ser peligroso y requiere precauciones de seguridad adicionales.
-
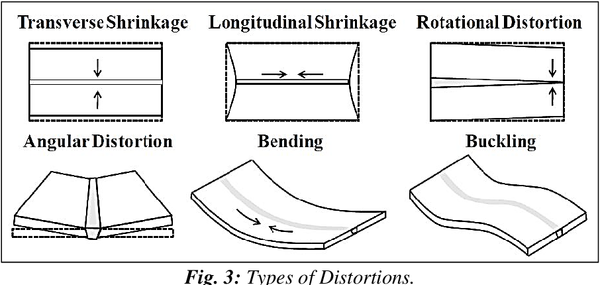
Entrada de calor: en la soldadura vertical, puede resultarle difícil controlar la entrada de calor a la soldadura. El calor puede acumularse más rápidamente en la soldadura, lo que puede provocar deformaciones o distorsiones en el metal, y esto puede debilitar la soldadura, por lo que no cumple con la especificación del procedimiento de soldadura requerida.
Fuente: https://www.semanticscholar.org/paper
-
Tamaño de la soldadura: El tamaño de la soldadura es crítico en la soldadura vertical porque la soldadura debe ser lo suficientemente grande para penetrar la unión y brindar la resistencia requerida. Sin embargo, si la soldadura es demasiado grande, puede causar defectos de formación de soldadura.
-
Habilidad del soldador: La soldadura en posición vertical requiere una gran habilidad y experiencia. Una vez que domine el control sobre el flujo de entrada de calor del metal fundido y se asegure de que la soldadura penetre en ambos lados de la junta de manera uniforme, obtendrá las soldaduras más fuertes.
2. ¿Debería pegar la soldadura cuesta abajo o cuesta arriba?
No hay una respuesta simple a esta pregunta, pero la mayoría de los soldadores prefieren soldar con electrodo revestido cuesta arriba. La soldadura vertical cuesta arriba es la opción preferida cuando se suelda acero más grueso. En piezas mayores a 1/8″, soldar cuesta arriba proporciona una mejor penetración, por lo tanto, buena fuerza de soldadura y fusión.
Sin embargo, cuando suelde metal delgado, debe evitar la soldadura vertical hacia arriba. Debido a la mayor penetración y acumulación de calor, puede experimentar quemaduras, envolturas o distorsiones, por lo que debe usar soldadura cuesta abajo. No puede quemar las piezas ya que la gravedad tira hacia abajo del charco, por lo que obtiene una soldadura fuerte y visualmente aceptable.

Prueba de plato vertical cuesta arriba. Foto por @thearcangelwelder
Soldadura cuesta arriba (soldadura con electrodo revestido en V)
Cuando suelda con varilla en una posición plana, tira del electrodo para evitar la contaminación o las inclusiones de escoria de la soldadura. Sin embargo, durante la soldadura cuesta arriba con un soldador SMAW, la gravedad lo hace por usted, por lo que empujará el electrodo hacia arriba. En esta técnica, comienza soldando desde abajo y moviendo lentamente el baño de soldadura hacia arriba, creando un fuerte soporte para su unión.
Dado que está trabajando contra la gravedad, la soldadura cuesta arriba es mucho más lenta y requiere menos amperios. Sin embargo, la velocidad lenta y la longitud de arco estrecha son buenas combinaciones que crean soldaduras más fuertes en materiales más gruesos. Además, el arco caliente quema la cascarilla de laminación, el óxido u otros contaminantes, por lo que la preparación de la soldadura es mínima.

Fuente de escala de molino: https://en.wikipedia.org/wiki/Mill_scale
1. Electrodos revestidos para soldadura cuesta arriba
La soldadura cuesta arriba generalmente se realiza utilizando el electrodo E7018 con un diámetro más pequeño. Este es un electrodo tipo polvo de hierro con bajo contenido de hidrógeno que produce soldaduras de alta calidad. Se puede utilizar en todas las posiciones con corriente de soldadura de polaridad inversa CA o CC.
La cubierta de fundente de E7018 deposita metal de soldadura que es en casi todos los sentidos más fuerte que las otras varillas. El polvo de hierro aumenta la tasa de deposición y llena la junta más rápido, lo cual es crucial cuando se trata de la gravedad. Sin embargo, al soldar con E7018, mantendrá una longitud de arco corta y una velocidad lenta y constante. De esa manera, el metal de soldadura no gotea por la soldadura y el cordón se verá muy bien.
Alternativamente, puede usar electrodos E6010 (E6011) para pegar la soldadura verticalmente hacia arriba. Este es un electrodo celulósico para todas las posiciones que tiene un arco de penetración profunda, estable y de inicio rápido. Fue desarrollado para la industria de soldadura de tuberías, donde generalmente se usa soldadura cuesta arriba o cuesta abajo. Pero recuerde que a algunos inversores no les gusta este tipo de electrodo, por lo que los soldadores recurren al E6011 como alternativa. Afortunadamente, puede usar YesWelder Arc205 para quemar casi todos los electrodos cuando suelde con varilla verticalmente. No obstante, estos requieren técnicas de soldadura específicas para aprovechar al máximo el charco de soldadura, por lo que muchos soldadores prefieren el E7018 para la soldadura con electrodo revestido cuesta arriba.

Máquina de soldadura de electrodos ARC Welder 205A | Sí Soldador
2. Configuración de la soldadora para soldadura con electrodo revestido cuesta arriba
Después de haber seleccionado el electrodo correcto para su soldadura cuesta arriba, debe ajustar la soldadora. El amperaje requerido generalmente dependerá del diámetro del electrodo y del fabricante, pero hay un par de reglas.
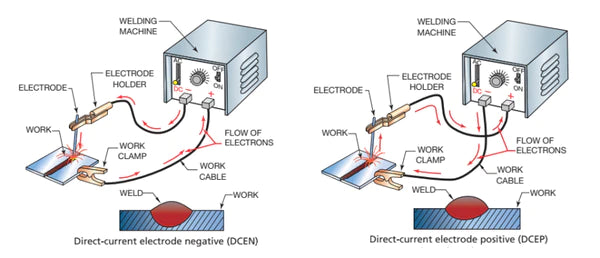
Cuando vaya cuesta arriba, debe configurar su soldador en polaridad DCEP (DC+) para obtener la máxima penetración en metales más gruesos (que no debe confundirse con la soldadura TIG, donde DCEP brinda más limpieza). Básicamente, no necesita electrodos demasiado grandes ni demasiada potencia. Por lo general, un E7018 3/32 con 70-90 amperios funcionará bien. Como regla general, desea un 10-15 % menos de potencia que soldar en posición horizontal y una velocidad de desplazamiento más baja. Puede ajustarlo un 5 % si desea quemar el óxido, la suciedad o la contaminación de la superficie. El objetivo es obtener un arco ajustado que sea enfocado y controlable.
Fuente: https://www.britannica.com/technology/
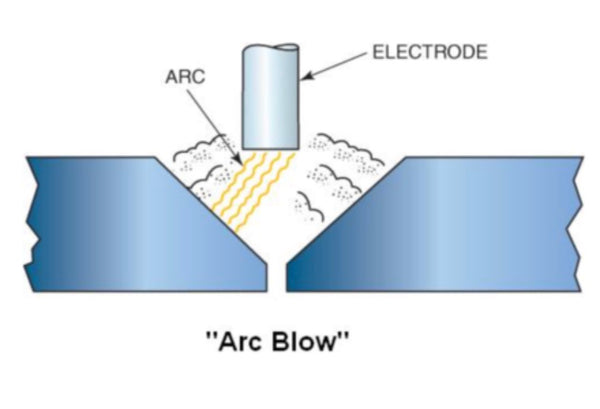
No obstante, el arco apretado con baja velocidad puede causar defectos de soldadura conocidos como soplado de arco. El arco soplado ocurre una vez que el material base se sobrecalienta y el arco supera el cordón o comienza a alejarse de la junta. Puede solucionarlo cambiando a la polaridad de CA, pero solo si su electrodo lo admite y, como último recurso, puede carecer de la penetración necesaria cuando se suelda con electrodo revestido cuesta arriba.
Fuente: https://quizlet.com/515075231/lesson-6-flash-cards/
3. Técnica de soldadura cuesta arriba
La técnica requerida para la soldadura con electrodo revestido cuesta arriba dependerá de la configuración de la unión, el grosor del metal y el tipo de electrodo. Aún así, para obtener un control perfecto sobre el charco fundido, en la mayoría de los casos, deberá tejer el electrodo para llenar el espacio. Los cordones más delgados se utilizan en metales más delgados para llenar el pequeño espacio y durante la soldadura de tubería cuesta abajo. Por lo tanto, cuesta arriba se considera una posición mucho más desafiante que soldar cuesta abajo.
El tipo más común de uniones que soldará verticalmente con una soldadora de barra es la unión en T, solapada y a tope.

Fuente: https://tigbrush.com/blog/various-types-of-welding-joints-and-their-uses/
Para la junta en T, debe comenzar desde abajo y usar un movimiento de tejido en forma de triángulo. Este suele ser el caso con E7018, y esta técnica evitará que su charco se deslice hacia abajo.
Además, si está utilizando E6010, puede usar la técnica de «látigo y pausa». Esta técnica se utiliza con varillas de alto contenido de celulosa en caso de que estén sujetas a un calor intenso de la soldadura. Para realizar la técnica de batido, se comienza de un lado al otro, luego se saca la varilla del cráter de soldadura pero sin romper el arco, luego se pasa al otro lado, se saca, se enjuaga y se repite. De esa manera, el material de relleno se endurece y no gotea por la soldadura. Finalmente, si está soldando con electrodos múltiples pasadas en la unión en T cuesta arriba, use un movimiento de oscilación en Z o de oscilación en caja, pero las pausas más largas al final de la oscilación asegurarán la fusión sin socavar los bordes de las placas.

Fuente: https://slideplayer.com/slide/1524961/
Stick soldadura vertical hacia arriba en la unión de traslape es bastante similar a la unión en T. Puede usar un movimiento de tejido triangular, pero asegúrese de no obtener ningún metal de relleno para pasar por los bordes del tejido que hizo. De manera similar, cuando suelde piezas más gruesas en un paso múltiple, use un movimiento de caja o de oscilación en Z, con pausas para una distribución adecuada del relleno y buenas conexiones. Asegúrese de limpiar cada pasada para evitar inclusiones de escoria que pueden causar fallas críticas en la soldadura.
Las juntas a tope de menos de 1/4″ se pueden soldar con soldadura cuesta arriba usando un movimiento de tejido triangular que ya describimos. Fundamentalmente, la preparación del metal es similar a los otros diseños de juntas. Pero si el grosor de las piezas supera 1/4″ de pulgada, necesitará múltiples pases y una técnica de azotes.

Foto por @natevbsd
4. Ventajas y desventajas de Stick Welding Vertical Up
ventajas:
- Excelente penetración
- No necesita electrodos grandes o demasiado amperaje para llenar el agujero grande.
- Funciona muy bien con piezas gruesas y con soldadura multipaso.
- Tiene un bajo riesgo de socavaduras, inclusiones y otros defectos.
- Le permite controlar el charco y la deposición de metal de soldadura.
- La soldadura con varilla es más rentable que otros procesos de soldadura, como la soldadura MIG o la soldadura TIG (GTAW).
Inconvenientes:
- No funciona muy bien con metales delgados.
- Puede ocurrir un golpe de arco.
- Requiere mayores habilidades de soldadura del operador.
Soldadura cuesta abajo (vertical hacia abajo)
La soldadura cuesta abajo incluye soldar en posición vertical, pero en comparación con la soldadura cuesta arriba, comienza desde la parte superior de la junta y avanza hacia la parte inferior. Este método se usa para metales más delgados, donde desea evitar la acumulación de calor de la soldadura cuesta arriba. Los materiales extruidos y los metales delgados no disipan el calor tan bien como los gruesos, por lo que se pueden quemar, envolver o distorsionar al soldar.
En comparación con la soldadura de tuberías cuesta arriba, la soldadura de tuberías cuesta abajo se reserva tradicionalmente para materiales que son lo suficientemente delgados como para que la velocidad de movimiento requerida probablemente no cause defectos de soldadura como la falta de fusión. Por ejemplo, la soldadura cuesta arriba se usa para soldar tuberías en refinerías de petróleo, mientras que la soldadura de tuberías cuesta abajo a menudo se usa para unir secciones de tuberías más largas que alimentan estas refinerías con petróleo crudo.

Fuente: https://resources.arcmachines.com/pipe-welding-downhill-orbital-brings-the-benefits-without-the-disadvantages-ami/
La gravedad, su enemigo en las soldaduras verticales ascendentes, ahora puede trabajar para usted mientras arrastra hacia abajo el baño de soldadura. Sí, eso también puede causar defectos como muescas, inclusiones, porosidad o falta de penetración, pero si va lo suficientemente rápido, puede terminar su trabajo rápidamente. Desea encontrar un punto óptimo en el que se mueva lo suficientemente rápido como para mantenerse por delante del metal fundido pero que también proporcione una fusión y penetración deseables en las piezas.
1. Electrodos revestidos para soldadura cuesta abajo
La soldadura cuesta abajo requerirá E6010 o E6011 para realizar la soldadura con éxito. Como se señaló, estas varillas con alto contenido de celulosa aseguran un fuerte paraguas protector de fundente para ayudar a prevenir la contaminación de oxígeno, hidrógeno o carbono en la soldadura. El baño de soldadura se humedece y se esparce bien, pero se asienta lo suficientemente rápido como para hacer que este electrodo sea ideal para las técnicas de soldadura cuesta abajo. Como resultado, estos son los únicos tipos que son adecuados para la soldadura de tuberías cuesta abajo.
Sin embargo, los electrodos E6010 requieren más voltaje que otros electrodos. Las fuentes de alimentación diseñadas para hacer funcionar electrodos EXX10 deben tener un alto voltaje de circuito abierto (OCV), por lo que las últimas máquinas inversoras pueden tener dificultades para proporcionar un arco estable. Es por eso que muchos recurren a los E6011, que brindan resultados similares, pero puede usar soldadores de varilla básicos para ejecutarlos. No obstante, las máquinas avanzadas como YesWelder YWA-160 le permitirán ejecutar cualquiera de los electrodos para soldar en posición vertical, incluidos los notorios 6010.

Soldadora de varilla invertida YesWelder YWA-160 IGBT
Alternativamente, si está soldando láminas de metal en posición vertical, lo que en realidad es raro, puede usar E6013. Estos son uno de los electrodos más fáciles de usar con buena resistencia a la tracción, pero tienen muchos inconvenientes si los usa para soldar cuesta abajo. La escoria es extremadamente fluida, lo que significa que tendrás que ir súper rápido para dejarla atrás. Al hacerlo, puede perder penetración y, si reduce la velocidad, puede ocurrir la inclusión de escoria. Sin embargo, su única ventaja es la capacidad de trabajar con polaridad DCEN (DC-), lo que limita la penetración, lo cual es esencial cuando se sueldan materiales delgados.
2. Configuración de la soldadora cuando se suelda con electrodo revestido cuesta abajo
Como se indicó anteriormente, la soldadura de materiales delgados cuesta abajo se realiza idealmente con la polaridad DCEN, que en la soldadura con electrodo revestido proporciona menos penetración, pero tendrá que usar E6013, lo que puede causar muchos problemas. Por lo tanto, debe ceñirse a la polaridad DCEP y E6010s o 6011s.

5/32″ 6010 raíz, soldadura con electrodo revestido cuesta abajo
Fuente: https://www.youtube.com/watch?v=r8Gap64_Fig&t=305s
Dado que debe ser rápido para dejar atrás el metal fundido, necesitará una velocidad de desplazamiento rápida y un 10-15 % más de penetración en comparación con la soldadura con electrodo revestido en posición horizontal. Establecer de 80 a 90 A para un electrodo de 1/8 de pulgada y de 105 a 115 A para un electrodo de 5/32 de pulgada le dará una gran ventaja. Si tiene problemas con la estabilidad del arco de los E6010, siempre puede ajustar la fuerza del arco. Con él, la máquina compensa las fluctuaciones de voltaje, conservando una buena estabilidad del arco, lo que da como resultado soldaduras uniformes.
Además, desea utilizar un electrodo de diámetro similar o mayor en comparación con la soldadura en una posición plana. Los electrodos más grandes proporcionarán suficiente metal de aporte y una soldadura fuerte cuando suelde cuesta abajo, pero siempre siga las recomendaciones del fabricante y asegúrese de que el electrodo seleccionado sea compatible con una fuente de alimentación, amperaje y polaridad.
3. La técnica cuando se suelda con electrodo revestido cuesta abajo
Para soldar cuesta abajo, no necesita movimientos sofisticados ni manipulación avanzada de electrodos. Dado que está utilizando un electrodo de varilla de mayor diámetro, por lo general puede llenar el espacio de los metales delgados utilizando un cordón de un solo larguero. Las mismas reglas se aplican cuando se suelda un pase de raíz en la soldadura de tuberías cuesta abajo. Los electrodos de gran diámetro en un ángulo de arrastre de 5 a 15 grados y moviéndose en línea recta harán el trabajo en una pasada de raíz.

Foto del pase raíz por @totalqualitygtaw
Si está lidiando con un espacio más grande o necesita pegar soldadura caliente, llenar y tapar pasadas en la soldadura de tubería cuesta abajo, tendrá que hacer algunos ajustes. En estas situaciones, no necesitará consumibles especiales, pero es posible que desee elegir el electrodo más grande permitido. Dado que el espacio es más grande, querrá introducir un ligero movimiento de tejido. El movimiento en U invertido protegerá la piscina de la flacidez.
En general, soldar con varillas cuesta abajo se considera significativamente más fácil que soldar hacia arriba, ya que no necesitarás dominar el zigzagueo, el latigazo u otras técnicas desafiantes. Sin embargo, la sola naturaleza de soldar verticalmente cuesta abajo hace que sus aplicaciones sean bastante limitadas, razón por la cual muchos prefieren soldar hacia arriba.
4. Ventajas y desventajas de soldar cuesta abajo
ventajas:
- Requiere menos habilidad para realizar.
- Es genial con materiales delgados y tuberías.
- Proporciona altas velocidades de soldadura.
- Puede utilizar electrodos más grandes.
- No necesitarás patrones y técnicas especiales para realizarlo.
Inconvenientes:
- Penetración limitada en piezas más gruesas.
- No se permite que los charcos fundidos superen el arco de soldadura.
- Alto riesgo de defectos como falta de fusión, porosidad, inclusiones de escoria y muescas.
- Usado solo en aplicaciones específicas y en metales delgados.

Foto de @weld_lif3
Conclusión
La elección entre la soldadura con varilla cuesta arriba y cuesta abajo es una decisión importante que puede afectar significativamente la resistencia y la apariencia de la soldadura final. Si bien ambos métodos tienen sus ventajas y desventajas, generalmente se prefiere cuesta arriba por su mayor calidad y mejor penetración, especialmente en materiales más gruesos. Sin embargo, cuesta abajo es más rápido y se puede usar para materiales más delgados.
En última instancia, la elección entre soldadura ascendente y descendente depende de la aplicación específica, el tipo de material que se suelda y el nivel de habilidad del soldador. Al comprender las diferencias de cada método y las técnicas adecuadas, los soldadores pueden lograr soldaduras de alta calidad que cumplan con las especificaciones requeridas.