

Guía del usuario de la soldadora y cortadora 5 en 1 YesWelder MP200
El YesWelder FIRSTESS MP200 es un soldador multiproceso portátil capaz de realizar los siguientes procesos:
- Soldadura MIG (GMAW – Soldadura por arco metálico con gas)
- Soldadura con núcleo fundente – (FCAW – Soldadura por arco con núcleo fundente)
- Soldadura TIG CC (GTAW – Soldadura por arco de tungsteno con gas)
- Soldadura con electrodo revestido (SMAW – Soldadura por arco metálico blindado)
- corte por plasma
Esta guía le enseñará cómo configurar todo para cada proceso de soldadura, desde las conexiones físicas necesarias hasta las configuraciones en la pantalla digital. También compartiremos algunos consejos útiles de soldadura/corte para una experiencia de soldadura exitosa, pero comencemos con una breve descripción general de la seguridad.
Para ayudarle a encontrar el tema que está buscando, aquí hay una tabla de contenido rápida. Le recomendamos que primero lea la descripción general y de seguridad del soldador antes de pasar a cualquier otra parte del artículo y antes de comenzar a trabajar en proyectos interesantes.
Tabla de contenido:
Seguridad en soldadura y corte por plasma
Descripción general de YesWelder MP200 5 en 1
Cómo configurar el MP200 para soldadura MIG
- Gas protector para soldadura MIG
- Cómo conectar su botella de gas a YesWelder MP200
- Colocación de la pistola MIG y la abrazadera de tierra
- Instalación de un alambre de soldadura MIG sólido en la soldadora
- Instalación del carrete de alambre MIG
- La configuración del proceso de soldadura MIG
Cómo configurar el MP200 para soldadura con núcleo fundente
- Colocación de la pistola MIG y la abrazadera de tierra
- Instalación de un alambre de soldadura con núcleo fundente en la soldadora
- Configuración del proceso de soldadura con núcleo fundente
Cómo configurar el MP200 para soldadura TIG
- Gas protector para soldadura TIG
- Cómo conectar su botella de gas a la antorcha TIG
- Montaje de la antorcha TIG
- Selección de electrodos de tungsteno
- El inicio del arco Lift TIG
- La configuración del proceso de soldadura TIG
Cómo configurar el MP200 para soldadura con electrodo revestido
- Conexión del portaelectrodo tipo varilla y la abrazadera de tierra
- Configuración del proceso de soldadura con electrodo revestido
Cómo configurar el MP200 para corte por plasma
- Cómo configurar el flujo de aire comprimido
- Instalación del filtro de aire (separador de agua y aceite)
- Conexión del suministro de aire
- Suministro de aire
- Montaje de la antorcha de corte por plasma
- Conexión de la antorcha de plasma y la abrazadera de tierra
- Inicio del arco de plasma
- La configuración del cortador de plasma
Seguridad en soldadura y corte por plasma
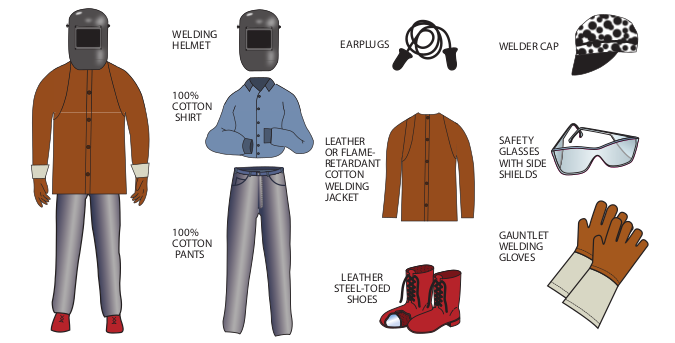
Fuente de la imagen: Principios y aplicaciones de soldadura, libro de Larry Jeffus
Este artículo proporciona una perspectiva general sobre las medidas de seguridad en soldadura y corte. Debe educarse más continuamente y trabajar en la prevención de riesgos.
Al realizar cualquiera de los procesos de soldadura incluidos en el MP200, tenga en cuenta el arco eléctrico, la radiación, los riesgos de incendio, la electrocución, los cilindros de gas presurizados, las lesiones físicas y los humos de soldadura.
Nunca suelde ni corte si no se siente bien o si su estado de conciencia está bajo. Tenga en cuenta el equipo eléctrico y de seguridad con el que está trabajando. Esto incluye amoladoras angulares, sierras de mesa, prensas y otras herramientas, no solo soldadores.
Necesita un casco de soldadura, guantes, botas, chaqueta y pantalones resistentes al fuego para soldar de forma segura. También deberá usar gafas de seguridad debajo del casco de soldadura. Los procesos de soldadura MIG, Flux-core y electrodo revestido requieren equipo de protección más pesado que el proceso de soldadura TIG porque TIG no produce tantas salpicaduras.
Tenga especial cuidado contra la exposición al agua y la humedad al cortar con plasma. El voltaje del circuito abierto es mayor cuando se utilizan cortadores de plasma que cuando se suelda, lo que aumenta el riesgo de electrocución. Aíslese del metal y use ropa protectora seca al soldar o cortar.
Tenga cuidado con los cilindros de gas a presión, como los gases protectores argón y CO2. Mantenlos siempre encadenados a un lugar seguro en posición vertical y vuelve a colocarles la tapa protectora cuando no estén en uso o durante cualquier transporte.
Nunca mantenga nada inflamable en las proximidades de soldadura/corte. Asegúrese de que el área de trabajo no tenga grietas donde el metal fundido pueda caer e incendiarse. Siempre revise su área de trabajo después de trabajar para detectar piezas humeantes, humo o similares. Desenchufe todos los equipos antes de salir de la habitación. Y lo más importante: tener siempre cerca el extintor adecuado.
Nunca suelde en una habitación cerrada sin buena ventilación. Los humos de soldadura son peligrosos, cancerosos y provocan muchas enfermedades. Siempre verifique dos veces el metal con el que está trabajando. Ciertos recubrimientos como el zinc (acero galvanizado) y el cadmio pueden causar problemas de salud graves si se inhalan. Dicho metal requiere equipo PAPR especializado para una soldadura segura.
Aprender e investigar continuamente sobre la seguridad en la soldadura. La soldadura es un hermoso pasatiempo, un oficio y una pasión en la vida de cientos de miles de personas, pero puede volverse peligrosa rápidamente si no se implementan medidas de prevención de riesgos.
Descripción general de YesWelder MP200 5 en 1

La YesWelder MP200 es una soldadora inverter basada en tecnología inverter IGBT. Esto hace que la máquina sea liviana y permite múltiples funciones avanzadas. Antes de pasar a una explicación detallada de cómo configurar el soldador, expliquemos algunas de sus características y su finalidad.
La soldadura MIG sinérgica ajusta automáticamente el voltaje y la velocidad de alimentación del alambre en función del amperaje o la selección del espesor del metal. Esto facilita el proceso de soldadura MIG para los principiantes, ya que no tienen que ajustar manualmente la velocidad de alimentación del alambre ni los ajustes de voltaje.
Otra característica notable es la función de memoria automática inteligente. Le permite almacenar hasta 10 configuraciones diferentes de voltaje y corriente para cada tipo de soldadura. Puede recuperar la configuración utilizada anteriormente en cualquier momento y ahorrarse la molestia de ajustar el proceso a sus preferencias.
Si alguna vez el soldador se sobrecalienta, activará su mecanismo de autoprotección apagándose para enfriarse, prolongando su vida útil. Sin embargo, gracias a la avanzada tecnología IGBT, el MP200 tiene un ciclo de trabajo del 60 % a 200 A de salida al soldar y un ciclo de trabajo del 60 % a 40 A al cortar con plasma, lo que le brinda 6 intervalos de 10 minutos de tiempo de trabajo.
Esta soldadora genera corriente continua. Por lo tanto, puede soldar acero dulce y acero inoxidable. No puede soldar aluminio porque no admite salida AC TIG ni pistola de carrete. Sin embargo, nuestro YesWelder 250A AC/DC TIG y YesWelder 250A MIG son adecuados para soldar aluminio con pistola de carrete TIG o MIG.
Como cualquier máquina de soldadura por arco, la MP200 requiere que configures correctamente las polaridades para iniciar el arco en un circuito eléctrico cerrado. Esto significa que para ejecutar cualquiera de sus cinco procesos, debes conectar la pinza de tierra al metal y utilizar el soplete MIG/TIG/Stick/Plasma para cerrar el circuito. También requiere de un gas protector para los procesos MIG y TIG y aire presurizado para el proceso de corte por plasma. Así que comencemos con una explicación de cada uno.
Cómo alimentar el MP200

Independientemente del proceso de soldadura, el encendido de la máquina se realiza de la misma manera. El adaptador de entrada de 220 V está preinstalado con el cable de alimentación en la parte posterior del YesWelder MP200. Sin embargo, si desea utilizar la soldadora con una fuente de alimentación de 110 V, todo lo que tiene que hacer es conectar el enchufe de 110 V al cable de conversión del enchufe de 220 V suministrado con la soldadora.
La parte posterior de la máquina alberga un botón rojo de encendido/apagado. Después de enchufar la soldadora a su toma de corriente de 110 V o 220 V, simplemente cambie el botón al estado de encendido y la soldadora se encenderá. A esto le sigue una animación de YesWelder en la pantalla y el menú aparecerá en ella.
Pero antes de encender la unidad, debe conectar todo lo necesario para el proceso de soldadura que desea ejecutar. Entonces, comencemos explicando primero la configuración de MIG.
Cómo configurar el MP200 para soldadura MIG
Para tener una experiencia exitosa de soldadura MIG, deberá configurar el gas protector, la polaridad, el mecanismo de alimentación del alambre y los ajustes en la pantalla digital. Antes de repasar cada uno de estos, echemos un vistazo a las especificaciones del MP200 para MIG.
Parámetros importantes para la soldadura MIG:
-
Corriente de salida 110 V: 20-160 A, 220 V: 20-200 A
-
Velocidad de alimentación del alambre: Aprox. 2,2 yardas/min – 16,4 yardas/min
-
Ciclo de trabajo: 60% a 200A
-
Rango de voltaje: 15-24V
Gas protector para soldadura MIG
Para soldar MIG, debe utilizar 100% CO2 o la mezcla más popular de 75% argón (Ar) y 25% CO2. Usar 100% CO2 es más económico, pero el arco es más errático y produce más salpicaduras. El gas Ar al 75 % proporciona el arco más estable, pero es más caro y proporciona soldaduras mucho más atractivas. La mayoría de los aficionados al hogar utilizan una mezcla 75/25, pero también puedes utilizar diferentes proporciones y añadir helio u oxígeno según tus necesidades.
Las mezclas de argón/CO2 producen un baño de soldadura más caliente y fluido y favorecen la transferencia por pulverización. Cuando se suelda MIG con esta mezcla, la penetración será más amplia pero menos profunda que con 100% CO2, lo que la convierte en una mejor opción para metales delgados.
No se recomienda la soldadura MIG de acero dulce con 100% gas argón. Muchos aficionados domésticos que han soldado TIG antes pueden tener un tanque de gas 100% Ar, pero desafortunadamente, este no es un gas recomendado para MIG. El arco será errático, tendrá un sonido de corte horrible y habrá mucho hollín alrededor de la soldadura.
Cómo conectar su botella de gas a YesWelder MP200
Una vez que haya comprado o alquilado el cilindro de gas de protección que desea, es hora de conectarle el regulador de flujo de gas y conectarlo con el MP200.
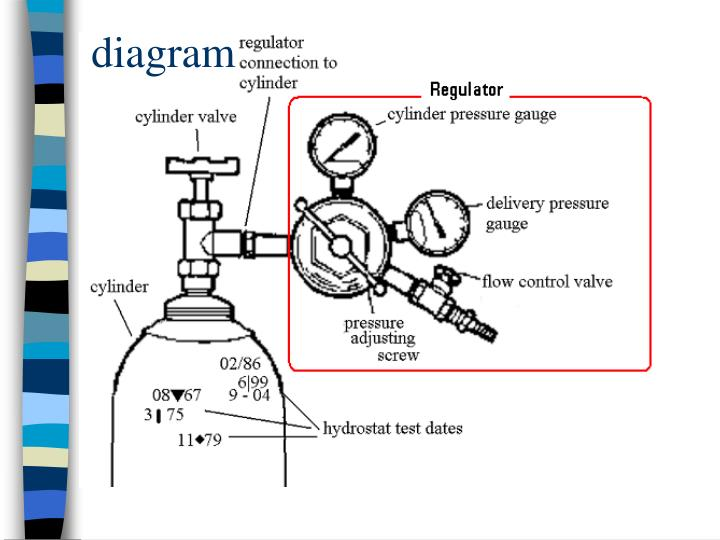
Fuente de la imagen: https://www.slideserve.com/jaden/chm-605-1221234
El regulador de gas no está incluido con el MP200, así que asegúrese de comprar un regulador adecuado para la mezcla 75/25. Si planea utilizar un gas protector 100% CO2, tenga en cuenta que requiere un regulador de soporte de CO2. No todos los reguladores de Ar/CO2 pueden funcionar con un gas 100% CO2 debido a las diferencias en las entradas y a la tendencia de los reguladores a congelarse con 100% CO2. Recomendamos usar MP200 con una mezcla 75/25 y un regulador de gas estándar 75/25, porque de esa manera es poco probable que cometas un error.

Fuente de la imagen: https://ehs.uci.edu/safety/pdfs/compressed-gas-reference-guide.pdf
Antes de conectar un regulador de gas a la botella de gas, primero retire la tapa protectora y luego rompa la botella de gas solo por una fracción de segundo. Esto elimina el polvo oculto que se encuentra en la ventilación de la botella. A continuación, se fija el regulador enroscando manualmente la válvula de la botella de gas y se aprieta con una llave.
YesWelder MP200 incluye una manguera de gas de 8 pies con conector de 5/8″-18 RH. Esta manguera de gas está conectada en la parte posterior de la unidad, donde la entrada de gas está etiquetada como «MIG GAS». El otro extremo de la manguera está conectado a tu regulador de gas, que previamente has acoplado a la bombona de gas, asegúrate de que estas conexiones estén bien apretadas para que no haya fugas de gas.
Después de que todo esté conectado, debes liberar lentamente el gas de la botella. No abras la válvula rápidamente porque si algo anda mal con el regulador, podría salirse y la presión extrema de la botella podría hacerte daño. Los cilindros de gas a presión son peligrosos y usted debe cumplir con todas las medidas de seguridad para evitar peligros.
Nunca mueva la bombona de gas con un regulador encima. En su lugar, retire el regulador, vuelva a enroscar la tapa protectora y solo entonces mueva la botella de acuerdo con los estándares de seguridad de OSHA.
Colocación de la pistola MIG y la abrazadera de tierra
Para realizar una soldadura MIG exitosa, debe usar una polaridad DCEP, lo que significa que su electrodo de soldadura (cable MIG) es positivo y su abrazadera de tierra es negativa. Dentro de la soldadora hay una conexión de barra colectora atornillada para cambiar la polaridad entre positiva y negativa. Debe usar la polaridad positiva para soldar MIG, pero al soldar núcleo Flux, debe usar la polaridad negativa. Entonces, si la unidad en el interior ya está conectada con la barra colectora en el lado positivo, no tienes que hacer nada para soldar MIG.

La pistola MIG solo se conecta de una manera al conector grande de la pistola Euro MIG en la parte frontal de la máquina. Después de alinear las conexiones, empuje la conexión de la pistola MIG dentro de la unidad y apriete el collar roscado para hacer una conexión hermética.

Dado que la pistola MIG es DCEP al soldar MIG, la abrazadera de tierra debe ser negativa. Entonces, tome el conector Dinse de la abrazadera de tierra y conéctelo con el puerto central marcado con el signo «menos». Los enchufes Dinse funcionan empujando y girando después de alinear el labio del enchufe de latón con el casquillo de la soldadora.
Instalación de un alambre de soldadura MIG sólido en la soldadora
Después de configurar el gas de protección y la pistola MIG, lo siguiente que se debe preparar es el alimentador de alambre y el carrete de alambre sólido MIG. El alimentador de alambre está ubicado dentro de la unidad. Entonces, tira del pestillo y abre las puertas laterales tirando de ellas hacia abajo.
Instalación del rodillo impulsor de alambre adecuado
El YesWelder MP200 viene con rodillos con ranura en V de 0,030″ y 0,035″ y rodillos con ranura en W de 0,030″ y 0,035″. La ranura en V se utiliza para la alimentación de alambre MIG sólido, mientras que la ranura en W se usa para alambre tubular. Reconocerá el rodillo V-Groove por sus ranuras suaves, mientras que el W-Groove tiene ranuras moleteadas.

Todo el mecanismo de alimentación de alambre está ubicado en la parte inferior derecha del interior de la soldadora y está alojado en un cuerpo de aluminio fundido. Consta de tres partes principales: un tensor de alimentación, un brazo tensor y una perilla del rodillo de alimentación.
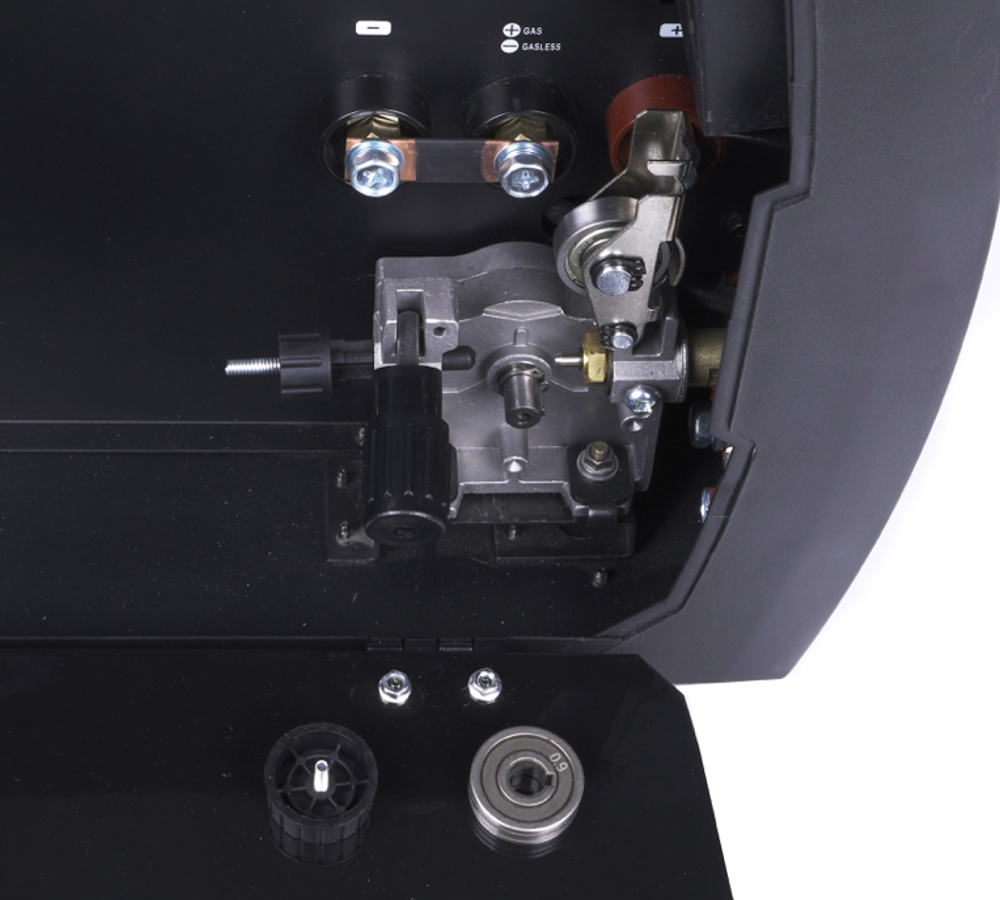


Para instalar un rodillo impulsor con ranura en V, debe aflojar el tensor de alimentación, tirar de él hacia abajo y, como resultado, el brazo tensor se moverá hacia arriba por sí solo. Ahora se puede acceder a la perilla del rodillo de alimentación. Desenrosque la tapa de plástico negra con la mano y retire/cambie el rodillo impulsor del alambre. Para MIG, queremos usar el rodillo con ranura en V, así que alinéelo con el poste en el eje, vuelva a enroscar la perilla de plástico negra y se instalará el rodillo de alambre apropiado.
Instalación del carrete de alambre MIG
Para instalar el carrete de alambre MIG, primero retire la perilla/collar de plástico grande del carrete. Luego coloque el carrete de cable sobre el adaptador incorporado de modo que el pasador del adaptador se alinee con el orificio del carrete de alambre MIG (todos los carretes de alambre MIG tienen este orificio).
El carrete de alambre MIG debe instalarse para que se desenrolle en el sentido contrario a las agujas del reloj y alimente el alambre desde debajo del carrete.
Una vez que el carrete de alambre esté en su lugar, separe el extremo del alambre y sujete firmemente el alambre para que no se deshaga por sí solo manteniendo la tensión sobre él. Luego, corte el extremo del cable para tener un extremo limpio y recto. Sosteniendo el cable con una mano, empújelo a través del primer revestimiento de entrada de alambre y hasta el fondo para que entre en el revestimiento de la pistola de soldar MIG.
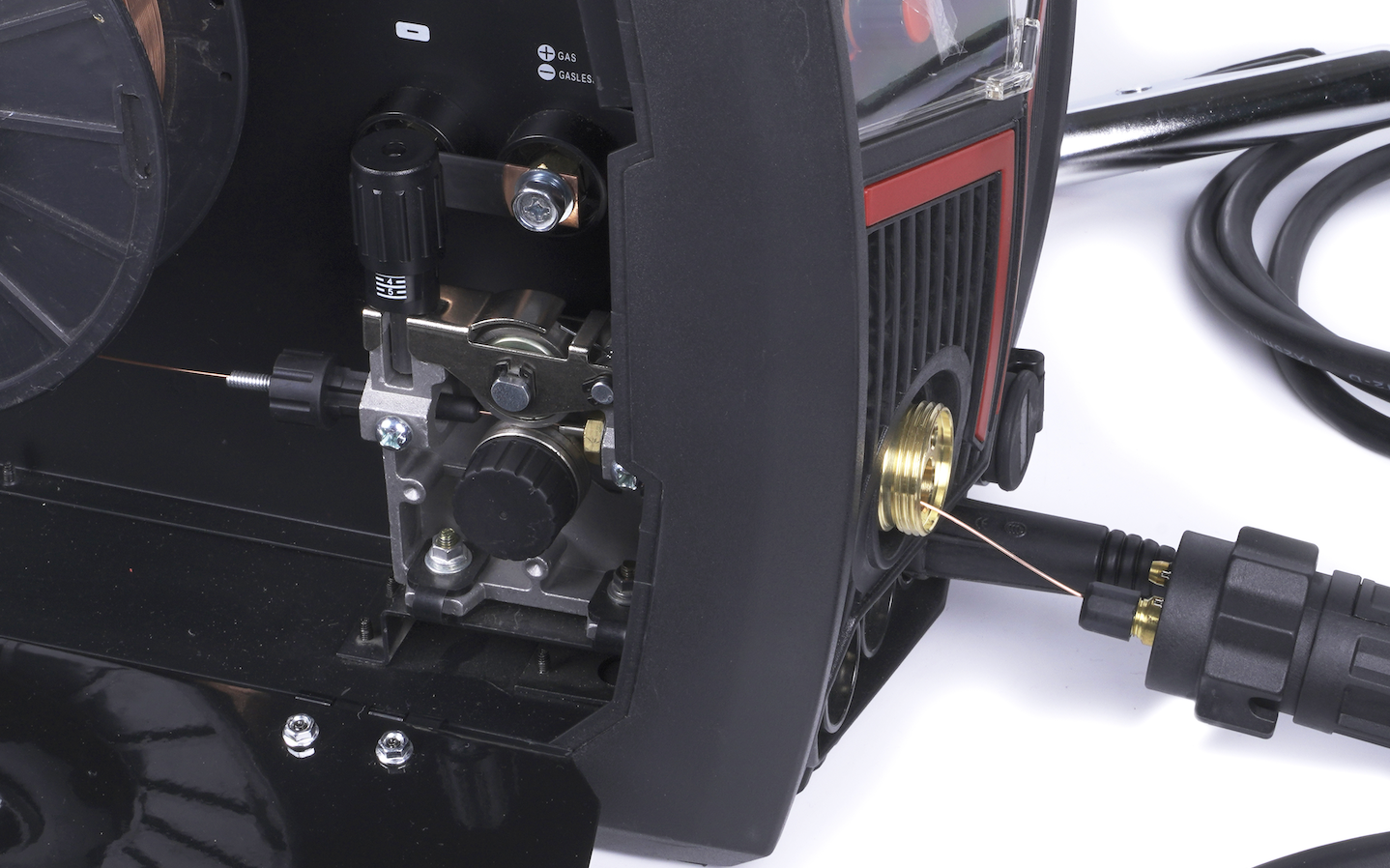
El brazo tensor también contiene una rueda de rodillo incorporada que aplica presión sobre el alambre de soldadura desde el tensor de alimentación. Entonces, después de que el cable haya entrado en la pistola MIG, baje el brazo tensor, levante el tensor y aumente la presión del tensor girándolo.

Ahora necesitarás quitar la boquilla y la punta de la pistola MIG. Luego, encienda la máquina, ingrese al modo MIG y mantenga presionada la perilla izquierda en el panel frontal. Esto pasará el cable a través del cable hasta la punta de su pistola MIG. En este punto, deslice la punta sobre el cable, vuelva a enroscarla y vuelva a colocar la boquilla.

La configuración del proceso de soldadura MIG
Al ingresar al modo de soldadura MIG en el menú principal en pantalla, verá sus configuraciones de corriente y voltaje, la polaridad y la fila superior con configuraciones adicionales.

La perilla de ajuste infinito izquierda modifica la salida de amperaje, la velocidad de alimentación del alambre y el voltaje como se muestra en la pantalla. La perilla derecha ajusta el valor del voltaje, lo que le permite ajustar manualmente la configuración deseada.
Presionar la perilla derecha actúa como una función de «selección», lo que le permite ingresar las configuraciones ubicadas en la parte superior de la pantalla. Aquí puede seleccionar el gas de protección, el tipo de cable (inoxidable, acero dulce), el tamaño del cable (0,030: o 0,035″), el modo 2T/4T, la selección del espesor del metal, la configuración de quemado y memorizar su configuración actual.
La configuración de retroceso le permite modificar el tiempo que el cable se energiza después de soltar el gatillo. Entonces, si su cable se quema hasta la punta, puede ajustar este valor y ajustarlo a su estilo.
Cómo configurar el MP200 para soldadura con núcleo fundente
El proceso de soldadura con núcleo fundente es similar al proceso de soldadura MIG, excepto que no utiliza gas protector. En cambio, la acción protectora proviene del fundente ubicado dentro del núcleo del cable.
Para realizar con éxito la soldadura con núcleo fundente, deberá utilizar la polaridad correcta, instalar el cable con núcleo fundente y configurar los ajustes en la pantalla. Entonces, repasemos cada uno de estos.
Colocación de la pistola MIG y la abrazadera de tierra
A diferencia del proceso de soldadura MIG, el FCAW requiere la polaridad DCEN. Esto significa que la barra colectora en el interior de la soldadora debe invertirse de positiva a negativa. Para hacer esto, desenrosque la conexión en el lado positivo marcado en rojo y con el «más» encima, gire la barra colectora de metal hacia el lado negro negativo, marcado con el «menos», y atorníllela.

El proceso FCAW utiliza la misma pistola MIG que el GMAW, por lo que el proceso de instalación es idéntico al descrito anteriormente para el proceso MIG. Sin embargo, la abrazadera de tierra debe enchufarse en el puerto positivo marcado con el signo «más» en la parte frontal de la máquina.

Instalación de un alambre de soldadura con núcleo fundente en la soldadora
El proceso de instalación de alambre tubular es idéntico al proceso de instalación de alambre sólido MIG descrito anteriormente, con una diferencia crucial. A diferencia del alambre sólido, el alambre con núcleo fundente requiere el rodillo con ranura en W.

Entonces, al igual que al configurar el MIG, afloje el tensor de alimentación y tire de él hacia abajo. Esto libera el brazo tensor y le otorga acceso al rodillo de alimentación. Desenrosque la tapa negra, retire la ranura en V utilizada para MIG e instale el rodillo con ranura en W (moleteado) para el alambre con núcleo fundente.
A continuación, retire la perilla/collar de plástico grande del carrete e instale el carrete de alambre con núcleo fundente de modo que su orificio se alinee con el pasador del adaptador.
Continúe soltando la punta del cable del carrete y cortando el extremo mientras sostiene firmemente el cable en el carrete para evitar que se deshaga por sí solo. Empuje la punta recién hecha en el mecanismo de alimentación de alambre hasta el fondo para ingresar a la pistola MIG. Luego, baje el brazo tensor y asegúrelo con el tensor de alimentación.
Ahora está listo para encender la máquina. Elija el proceso FCAW en el menú y mantenga presionada la perilla izquierda para alimentar el cable a través del revestimiento y dentro de la pistola MIG.
Configuración del proceso de soldadura con núcleo fundente
Las configuraciones del menú para el proceso de soldadura FCAW son completamente las mismas que para el proceso de soldadura MIG, excepto por la configuración del gas protector porque el proceso con núcleo fundente no necesita el gas protector.

La perilla izquierda modifica la salida de amperaje, la velocidad de alimentación del alambre y los ajustes de voltaje en sinergia, mientras que la perilla derecha le permite ajustar manualmente los ajustes de voltaje. Al presionar la perilla derecha se accede a la selección de alambre tubular, modo 2T/4T y espesor del material. quemado y la configuración de la memoria.
Cómo configurar el MP200 para soldadura TIG
Para realizar con éxito un proceso de soldadura TIG, debe configurar el gas protector, la polaridad, la antorcha TIG y los ajustes en pantalla. Pero antes de explicar cada uno de estos, veamos las especificaciones del MP200 para TIG.
Parámetros importantes para la soldadura TIG:
Gas protector para soldadura TIG
Para soldar TIG acero dulce o acero inoxidable, es necesario utilizar un gas protector 100% argón. No se puede utilizar la mezcla 75/25 con el CO2 que normalmente se utiliza para la soldadura MIG.
También puede utilizar una mezcla de argón y helio para mejorar la penetración y la velocidad de desplazamiento, pero el helio es más caro, al igual que la mezcla.
Cómo conectar su botella de gas a la antorcha TIG
A diferencia del proceso de soldadura MIG, el MP200 requiere que la botella de gas de protección esté conectada directamente a la antorcha TIG WP-17V suministrada.

El proceso de fijación del regulador de gas de protección al cilindro de gas es completamente igual al descrito anteriormente para el proceso de soldadura MIG. La diferencia es que en lugar de conectar el regulador de gas montado en la botella a la parte posterior del MP200, lo conectará con la antorcha TIG.
El cable TIG tiene una manguera de gas incorporada que se conecta al regulador del gas protector. Tome el extremo de esta manguera y enrósquelo manualmente en el regulador y luego apriételo con una llave para hacer una conexión firme.
Antes de comenzar a soldar, debe abrir la válvula del soplete TIG para liberar el gas protector. Asegúrese de mantener el soplete unos segundos sobre la soldadura completa para protegerla mientras se enfría y luego apriete la válvula para detener el flujo de gas.

Montaje de la antorcha TIG
Además de la conexión con el gas protector, los consumibles de la antorcha TIG deben montarse adecuadamente. Esto incluye seleccionar e instalar una copa de cerámica, un cuerpo de boquilla, una boquilla, tungsteno y la tapa trasera.

En resumen, la antorcha desnuda necesita la tapa trasera en la parte trasera y el cuerpo de la pinza, la pinza, el tungsteno y una copa de cerámica en la parte delantera, y en ese orden.
El MP200 viene con dos tapas traseras diferentes. El corto se usa cuando se suelda en un espacio reducido y se necesita limitar el tamaño de la antorcha, pero también limita el tamaño del tungsteno. La tapa trasera larga le permite utilizar toda la longitud del tungsteno, por lo que no tiene que cortarlo.
Para ensamblar la parte frontal de la antorcha TIG, seleccione el tamaño de collar adecuado para su tungsteno y deslícelo sobre el electrodo de tungsteno de modo que la punta del tungsteno entre por el lado de las dos ranuras del collar. Luego, coloque el collar y el tungsteno dentro del cuerpo del collar y enrosque el cuerpo del collar al cabezal del soplete TIG. Antes de apretarlo con la mano, ajuste la longitud del tungsteno que sobresale deslizándolo hacia adelante y hacia atrás.

Después de colocar el electrodo de tungsteno deseado, tome la copa de cerámica y enrósquela con la mano sobre el cuerpo del portaherramientas. El MP200 viene con diferentes tamaños de copa. El tamaño de la copa determina la cantidad de cobertura de gas que puede tener sobre la soldadura, pero también la tasa necesaria de flujo de gas.
Si utiliza un tamaño de copa más pequeño, puede ahorrar algo de gas, pero esto sólo es posible si el área de soldadura no es grande. Por ejemplo, si está soldando una junta ancha, necesitará la mayor cantidad de gas de protección posible. Además, los tamaños de copa pequeños son útiles si quieres llegar a un espacio reducido y la copa más grande simplemente no cabe.
Selección de electrodos de tungsteno
Hay muchos electrodos de tungsteno, lo que causa bastante confusión entre los principiantes en la soldadura TIG. Los electrodos de tungsteno se clasifican según su óxido principal y su porcentaje de la masa total de los electrodos.

Los electrodos de tungsteno comúnmente utilizados son: electrodos de tungsteno puro, torio, lantano, ceriado, circonado y una mezcla de tierras raras. Para la soldadura TIG CC de acero dulce y acero inoxidable con el MP200, se recomienda utilizar electrodos de tungsteno torio y ceriado. Manejan bien la soldadura de acero y funcionan muy bien con el proceso de soldadura DC TIG.
El tungsteno toriado es radiactivo, por lo que debes tener cuidado al moler su punta y seguir las instrucciones de seguridad del fabricante. El tungsteno ceriado no es radiactivo, pero no soporta amperajes muy altos, lo que lo convierte en una buena opción para soldar secciones delgadas.
Colocación de la antorcha TIG y la abrazadera de tierra
Una vez que el gas protector está conectado a la botella de gas y se ensambla la antorcha. Debe conectar la antorcha TIG y la abrazadera de tierra al soldador con la polaridad correcta.

El proceso de soldadura TIG se realiza con DCEN, lo que significa que la antorcha TIG debe conectarse al terminal negativo marcado con el signo «menos» y la pinza de tierra se conecta al terminal positivo marcado con el signo «más».
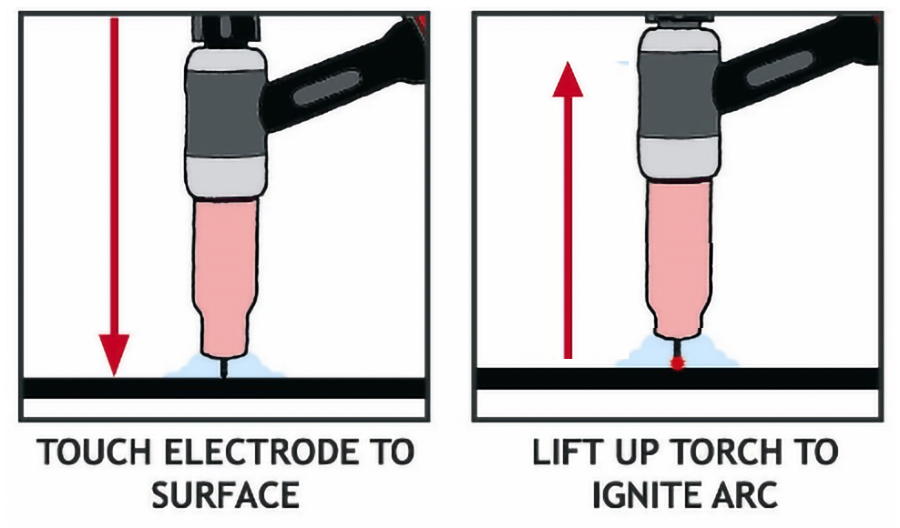
El inicio del arco Lift TIG
El YesWelder Firstess MP200 admite un inicio de arco TIG con elevación, que es un proceso relativamente limpio en comparación con el inicio desde cero.
Fuente de la imagen: https://www.weldclass.com.au/blog/40-tig-welding-what-is-scratch-start-lift-arc-and-hf-ignition-
Para iniciar el arco, baje la punta del electrodo de tungsteno hasta la pieza de metal para tocarla ligeramente y luego levante rápidamente la antorcha hacia arriba para dibujar el arco entre la punta de tungsteno y el metal. No rayes el tungsteno sobre la superficie del metal, es innecesario, daña la punta de tungsteno y puede contaminar la soldadura con los residuos del electrodo de tungsteno.
La configuración del proceso de soldadura TIG
Seleccionar el proceso de soldadura TIG en la pantalla digital del MP200 le permite comenzar a soldar TIG, le muestra la polaridad correcta para conectar la antorcha y la abrazadera de tierra y le permite modificar la salida de amperaje.

Al girar la perilla izquierda se cambia la salida del amperaje de soldadura en pequeños incrementos. Ajustar el amperaje le ayuda a ajustar la soldadura perfectamente según el espesor del metal y la configuración de la junta.
Cómo configurar el MP200 para soldadura con electrodo revestido
El proceso de soldadura con electrodo revestido es bastante diferente de los métodos de soldadura descritos anteriormente, pero es el proceso que requiere más esfuerzo para configurar con el MP200. Debe conectar los cables con la polaridad correcta y configurar la configuración en la pantalla digital en el modo Stick. Pero antes de discutir esto en detalle, asegúrese de verificar las especificaciones del MP200 para soldar con el proceso SMAW.
Parámetros importantes para la soldadura con electrodo revestido:
-
Soldadura con electrodo CC
-
Corriente de salida 110 V: 20-160 A, 220 V: 20-200 A
-
Ciclo de trabajo: 60% a 200A
-
Rango de voltaje: 20,8-28 V
-
Admite todos los electrodos estándar para acero dulce como: E7018, E6011 y E6010.
-
Diámetro máximo del electrodo 110 V: 1/8″ (3,2 mm), 220: 13/16″ (5 mm)
Conexión del portaelectrodo tipo varilla y la abrazadera de tierra
El proceso de soldadura revestida funciona con la polaridad DCEP o DCEN, y su selección está influenciada principalmente por los resultados deseados y el electrodo revestido. El DCEP proporciona un arco más estable al soldar con electrodo revestido y logra una penetración más profunda. Aún así, el DCEN es excelente para soldar materiales más delgados o si no desea inyectar el máximo calor en el metal, como al realizar soldaduras de superficie.
Cada electrodo tiene una polaridad específica con la que funcionará. Puede obtener esta información en el paquete del electrodo revestido o comunicándose con el fabricante. Pero normalmente, las polaridades de los electrodos comunes son las que se muestran a continuación:
-
E6010-DCEP
-
E6011 – CA o DCEP
-
E6012 – CA o DCEN
-
E6013 – CA, DCEP o DCEN
-
E7015-DCEP
-
E7016 – CA o DCEP
-
E7018 – CA o DCEP
Para configurar su proceso de soldadura con electrodo en el modo DCEP, conecte su portaelectrodos al terminal positivo marcado con el signo «más» y su abrazadera de tierra al terminal negativo marcado con el signo «menos» en la parte frontal del MP200.

Para configurar la soldadura con electrodo revestido en el modo DCEN, invierta las conexiones. El portaelectrodos se conecta al terminal negativo, mientras que la abrazadera de tierra al positivo.
Al igual que con el TIG, los cables SMAW tienen conectores Dinse. Entonces, simplemente alinee el labio del tapón de latón con el casquillo de la soldadora, gírelo y asegúrelo.
Configuración del proceso de soldadura con electrodo revestido
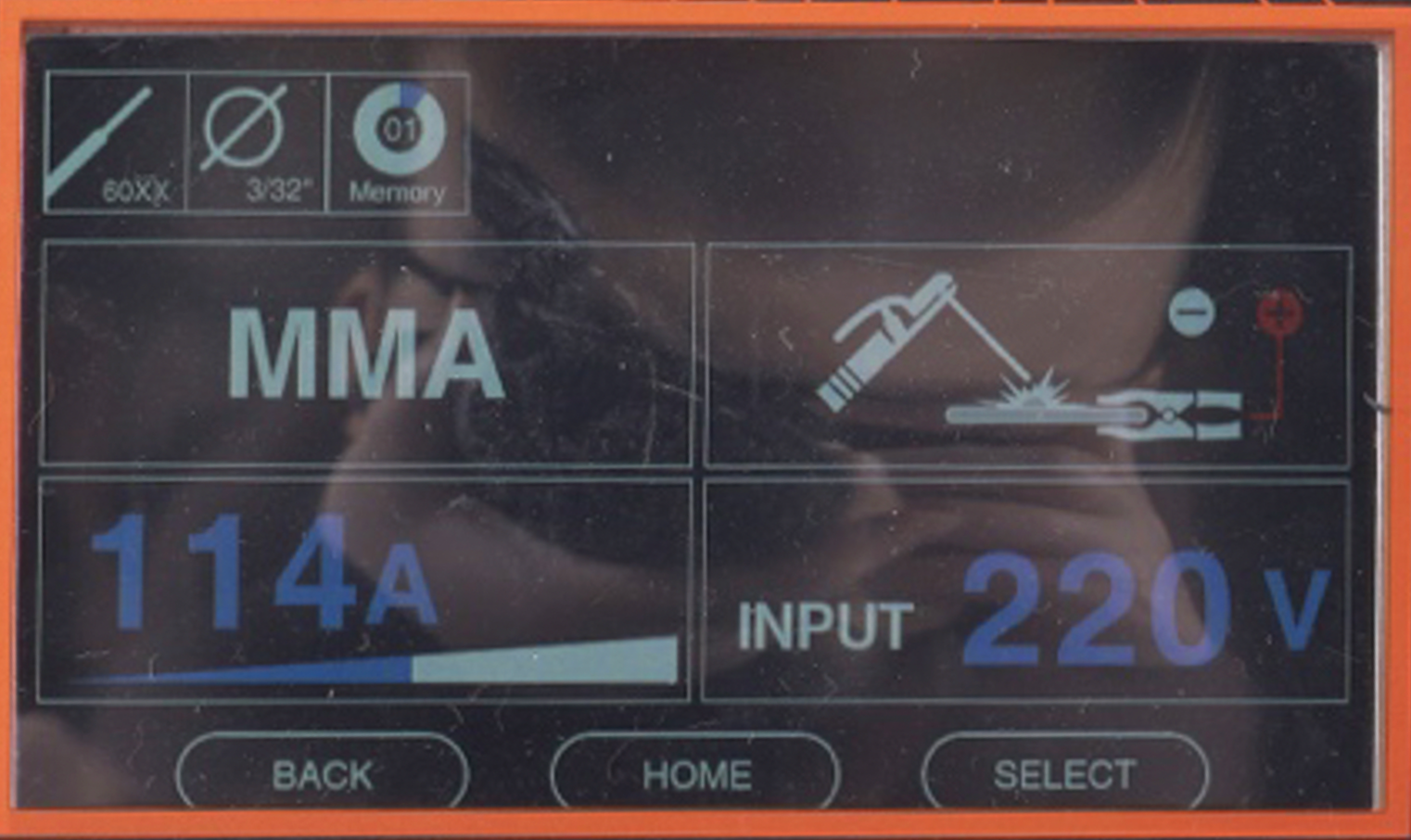
El menú de soldadura SMAW del MP200 permite seleccionar los electrodos de soldadura serie 60 o 70 y el diámetro del electrodo. La selección del electrodo muestra en pantalla la polaridad requerida y puedes modificar la salida de amperaje al igual que con el TIG girando la perilla izquierda.

Cómo configurar el MP200 para corte por plasma
Para realizar un proceso de corte por plasma con éxito es necesario configurar correctamente el filtro de aire, el flujo de aire presurizado, la antorcha de plasma y los ajustes de corte por plasma. Las especificaciones de corte por plasma se encuentran a continuación:
Parámetros importantes para el corte por plasma:
-
Corriente de salida 110 V: 20-30 A, 220 V: 20-40 A
-
Ciclo de trabajo: 60% a 40A
-
Rango de voltaje: 88-96V
-
Corte limpio máximo 110 V: 0,19″ (5 mm) a 30 A, 220 V: 0,27″ (7 mm) a 40 A
-
Corte de separación máximo 110 V: 0,31″ (8 mm) a 30 A, 220 V: 0,5″ (12,7 mm) a 40 A
-
Presión de aire recomendada: 58-72 PSI
Cómo configurar el flujo de aire comprimido
El corte por plasma requiere el uso de un compresor de aire externo. Recomendamos un compresor de aire con una potencia de 9-12 CFM a 78 PSI. Utilice únicamente aire comprimido, limpio y seco para el corte por plasma. Nunca utilice oxígeno, acetileno, dióxido de carbono, gases combustibles ni ningún otro gas embotellado porque puede provocar una explosión y lesiones graves o la muerte. El cortador de plasma genera mucho calor y solo se puede utilizar con aire comprimido.
Antes de conectar su compresor de aire con el MP200, debe ensamblar el filtro de aire en la parte posterior de la máquina.
Instalación del filtro de aire (separador de agua y aceite)
El MP200 viene con un filtro de aire. Su propósito es separar el agua del aire, lo que mejora el arco de plasma y conserva la vida útil de los consumibles. Los consumibles de cobre están expuestos a fuertes temperaturas, mucho más altas que su punto de fusión. Si la humedad del aire ingresa al soplete, el hidrógeno y el oxígeno erosionarán los consumibles más rápidamente. El filtro de aire atrapa la humedad del aire y, como resultado, el aire purificado se suministra al soplete de corte por plasma.

El filtro de aire debe montarse en la parte posterior del MP200, conectado con el compresor de aire y la entrada de aire del MP200. El aire del compresor pasa al separador de agua (filtro de aire), se filtra y el aire purificado ingresa al MP200.
La flecha en el filtro de aire apunta en la dirección del flujo de aire. Por lo tanto, debe enroscar la conexión de entrada del compresor de aire y la púa de latón para la salida de aire de acuerdo con el flujo de aire designado. La entrada recibe el aire del compresor y es el lado donde comienza el flujo, mientras que la salida lo proporciona al MP200 y el lado por donde sale el aire.
También es necesario enroscar el manómetro en la parte frontal del filtro de aire. Los tres accesorios roscados deben envolverse con la cinta suministrada para realizar una conexión hermética.
Una vez que los tres elementos estén enroscados y apretados con la llave, es hora de enganchar el filtro de aire ensamblado a la parte posterior de la máquina.
En el paquete verás el soporte con un orificio circular y un pequeño borde en el frente. Desatornille las dos tuercas ubicadas en la parte posterior de la soldadora encima de la inscripción «lugar de instalación del filtro de aire» e instale este soporte con el borde doblado hacia abajo.

Luego, tome el filtro de aire ensamblado y colóquelo en el soporte desde abajo para que el borde del soporte coincida con la muesca del regulador. Luego, tome el anillo de plástico rojo e instálelo desde arriba en la rosca del regulador apretándolo con la mano.
Conexión del suministro de aire
Después de ensamblar e instalar el filtro de aire, debe conectar el compresor de aire a la entrada instalada en el regulador y usar la manguera de aire suministrada para dirigir el flujo de aire desde la salida a la válvula de entrada de aire en la parte posterior de la soldadora.
Tome una abrazadera de manguera suministrada, colóquela sobre el extremo de la manguera de suministro de aire y deslice la manguera sobre la púa de latón (salida de aire). Apriete la abrazadera de la manguera firmemente con una llave o un casquillo, pero no demasiado para dañar la manguera.

Repita el mismo proceso con el otro extremo de la manguera de aire y la entrada de aire en la parte posterior de la soldadora con la inscripción «CUT GAS». Utilice la abrazadera de la manguera y apriete todo firmemente. Asegúrese de que la manguera no esté doblada antes de apretar las conexiones en ambos lados.
Suministro de aire
Una vez que encienda y tenga listo su compresor de aire de acuerdo con las instrucciones del fabricante, conéctelo al lado de entrada del filtro de aire.
Luego, levante suavemente la perilla de plástico en la parte superior del filtro de aire hasta que haga clic y se eleve, gírela en el sentido de las agujas del reloj para establecer la presión de aire deseada y empújela hacia abajo para fijarla en su lugar.

Montaje de la antorcha de corte por plasma
La antorcha de corte por plasma ya viene ensamblada, pero al reemplazar los consumibles, deberá desmontar el cabezal y volver a armarlo.

El cabezal de la antorcha consta de un anillo giratorio, un electrodo, una punta de corte y una tapa protectora. Para armar todo, coloque el electrodo dentro del cabezal de la antorcha y monte el anillo giratorio sobre el electrodo. Luego, coloque la punta de corte sobre los dos y enrosque la tapa protectora sobre todo hasta las roscas en el exterior del cabezal de la antorcha.
Conexión de la antorcha de plasma y la abrazadera de tierra
Conectar la antorcha de plasma y la abrazadera de tierra es sencillo porque tienen enchufes dedicados en la parte frontal de la máquina. No tienes que preocuparte por la polaridad porque no se puede invertir.

La pinza de tierra se enchufa en la primera toma Dinse; abajo a la izquierda, donde se encuentra el símbolo de la abrazadera de tierra. La antorcha tiene dos conexiones una al lado de la otra en la parte inferior derecha de la parte frontal del soldador.
El conector de latón del cable de la antorcha se enrosca sobre el puerto que se encuentra arriba de la ilustración de la antorcha, mientras que las roscas de conexión eléctrica de dos clavijas más pequeñas están al lado. Asegúrese de alinear la muesca del cable de conexión eléctrica con el enchufe. Apriete ambas conexiones a mano y todo estará listo.
Inicio del arco de plasma
Para iniciar el arco de plasma, debe presionar el gatillo de la antorcha para liberar el aire, entrar en contacto con el metal y levantar ligeramente la punta. Esto iniciará el arco y, al arrastrar la antorcha, cortarás metal.
Ajuste la velocidad de corte al grosor del metal que está cortando. Los metales más gruesos necesitan una velocidad de desplazamiento más lenta, mientras que los metales más delgados se cortan más rápido.
La configuración del cortador de plasma
El menú del cortador de plasma le permite modificar la salida de amperaje de corte, la duración del flujo previo y posterior del aire, 2T/4T y las configuraciones de memoria almacenadas.

Para cambiar la salida de amperaje, use la perilla izquierda y para acceder a otras configuraciones, presione la perilla derecha. El ajuste del flujo de aire previo y posterior le permite adaptar la cantidad de aire que desea utilizar para limpiar el área de precorte y la cantidad para enfriar la antorcha.
Conclusión
El Yeswelder Firstess MP200 es una máquina versátil que es fácil de operar gracias a la gran pantalla y al menú intuitivo. Los procesos incluidos son fáciles de configurar y ejecutar, pero es útil leer una guía detallada para un principiante. Una vez que haya configurado el soldador usted mismo varias veces, se convertirá en algo natural y podrá hacerlo en un instante en cualquier ocasión.
Recuerde siempre utilizar equipo de seguridad y cumplir con todos los códigos y normas de seguridad de su área. Si no está seguro de algo en cuanto a seguridad, siempre es mejor investigar un poco antes de continuar con la soldadura o el corte.