

El hierro fundido es muy difícil de soldar, incluso para soldadores experimentados. Pero saber cómo soldar hierro fundido abre muchas oportunidades para los soldadores porque las piezas hechas de hierro fundido suelen ser caras y casi siempre es más rentable reparar una fundición que reemplazarla.
Por lo general, encontrará que los componentes del motor, como bloques, colectores, cabezas, cajas de cambios, cajas de transmisión y otros elementos, están hechos de hierro fundido, gracias a su inmensa dureza y rigidez.
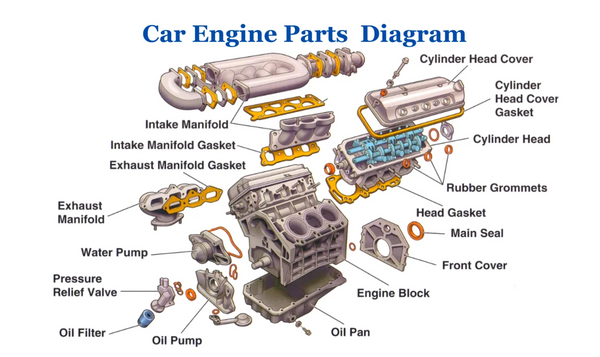
Fuente: https://www.partsofacarengine.com/
Si bien el hierro fundido es un material excelente para la fundición de motores porque mantiene su forma cuando se expone a presiones y temperaturas extremas, su enorme dureza es lo que hace que sea tan difícil de soldar.
Analicemos brevemente los diferentes tipos de hierro fundido antes de explicar cómo soldar este material y superar los desafíos de la soldadura y el agrietamiento del metal base.
Tipos de hierro fundido y cuáles se pueden y no se pueden soldar
Puede soldar todos los tipos de fundición excepto la fundición blanca. Pero es mucho más probable que vea hierro fundido gris en la mayoría de las aplicaciones. Afortunadamente, las manijas de hierro fundido gris son las que mejor se sueldan, pero eso no significa que soldarlas sea fácil.
Hierro fundido gris
El hierro fundido gris es el menos difícil de soldar. Su superficie de fractura es gris debido a una importante cantidad de carbono libre, lo que le da su color gris característico. Un problema particular con el hierro fundido gris es su propensión a absorber aceites en su superficie debido a la estructura porosa. Hablaremos más adelante sobre cómo los aceites incrustados pueden interferir con el proceso de soldadura y cómo resolver este problema.

Hierro fundido gris
Fuente: https://www.acierdrummond.com/en/our-raw-metal/cast-iron/
Hierro fundido dúctil y maleable
Las fundiciones dúctiles y maleables son algo «intermedio» entre las fundiciones grises y blancas. Son soldables, pero ambos tienen requisitos de calor específicos antes, durante y después de la soldadura. Por ejemplo, si el hierro fundido maleable se calienta por encima de su temperatura crítica de aproximadamente 925 °C (1700 °F), el carbono se recombinará con el hierro y se transformará en hierro fundido blanco.

Hierro fundido maleable
Fuente: https://www.metallurgyfordummies.com/what-is-malleable-cast-iron.html
Hierro fundido blanco
El hierro fundido blanco es tan duro y quebradizo que se considera que no se puede soldar. Este tipo de hierro fundido simplemente no tiene la ductilidad necesaria para adaptarse a las tensiones de soldadura, lo que siempre daría como resultado grietas en la soldadura. Los átomos de carbono se combinan con átomos de hierro en carburos de hierro, lo que produce su característico color blanco de fractura, lo que lo hace un poco más fácil de identificar visualmente.

Fuente: https://www.iqsdirectory.com/articles/grey-iron-casting/iron-castings.html
Desafíos de la soldadura de hierro fundido: por qué se agrietan las soldaduras
En pocas palabras, soldar hierro fundido es difícil porque el material es duro y quebradizo, y el proceso de soldadura lo hace aún más frágil. Las fuerzas de expansión y contracción en la zona de soldadura pueden agrietar fácilmente todos los tipos de hierro fundido porque no son lo suficientemente dúctiles para soportar las tensiones inducidas por la soldadura.

Fuente: https://weldguru.com/welding-cracks/
Ahora nos centraremos en el hierro fundido gris para el resto de esta guía, ya que este es el tipo de hierro fundido que probablemente verá en su carrera de soldador. Si bien es un desafío, no es imposible dominar la soldadura de hierro fundido gris. Entonces, profundicemos en lo que hace que sea tan difícil de soldar y cómo soldarlo como un profesional cada vez.
¿Qué sucede cuando calientas cualquier metal? — Se expande.
¿Qué sucede cuando el metal se enfría? — Se contrae de nuevo a su dimensión original.
¿Qué sucede cuando intenta doblar acero dulce típico? — Se dobla. No se agrieta inmediatamente.
¿Qué sucede cuando intentas doblar hierro fundido? — Se agrieta. No se dobla antes de agrietarse.
Esperamos que esté comenzando a ver la imagen clara aquí.
Si suelda un material como el acero dulce, la zona de soldadura se expande y empuja hacia el metal circundante, que cede y acomoda esa expansión. Una vez que la soldadura comienza a enfriarse, comienza a jalar el material circundante y el acero dulce vuelve a ceder y permite que el metal circundante se realinee lentamente con la soldadura que lo jala a medida que se enfría y se contrae.

Soldadura de acero dulce
Fuente: https://www.reddit.com/r/Welding/comments/7unfhy/mild_steel_can_look_pretty_too_heres_a_few_tube/
El acero dulce es muy dúctil, por lo que puede «flexionarse» y adaptarse a la realineación del material a nivel molecular y evitar el agrietamiento.
Entonces, ¿cómo es este proceso con el hierro fundido?
Al soldar la fundición de hierro fundido, la zona de soldadura se expande y empuja hacia el metal circundante. El hierro fundido puede manejar las fuerzas de compresión, por lo que la expansión de la soldadura no es un problema. Sin embargo, una vez que la soldadura comienza a enfriarse, comienza a tirar del material circundante, y aquí es donde las cosas empeoran rápidamente. El hierro fundido NO es lo suficientemente dúctil para manejar tales tensiones internas, lo que hace que se agriete rápidamente, especialmente cuando se enfría rápidamente. NO apague (enfríe con agua) las piezas de hierro fundido soldadas; inmediatamente se agrietarán. Si escucha ruidos de tintineo (como carámbanos delgados que se rompen) provenientes del elemento de hierro fundido soldado a medida que se enfría, es probable que la soldadura y la zona afectada por el calor (HAZ, por sus siglas en inglés) se agrieten internamente, y la pieza debe volver a soldarse quitando el metal comprometido y volverlo a soldar.

Fuente:http://www.difference.minaprem.com/joining/difference- between-weld-metal-and-heat-affected-zone-haz/
El proceso de soldadura hace que la HAZ sea aún más frágil que el metal base al principio, lo que complica aún más las ya difíciles condiciones de soldadura del hierro fundido. La matriz metálica HAZ se transforma en una estructura martensítica rígida, haciéndola mucho más frágil y más fácil de romper durante la vida útil o después del enfriamiento.
Cómo soldar hierro fundido como un profesional
Si bien estos desafíos son difíciles de manejar, no es imposible soldar hierro fundido gris. Y ahora, discutiremos cómo evitar la mayoría de los problemas que enfrentará al soldar este material y convertirse en el soldador profesional de hierro fundido que puede realizar la mayoría de los trabajos de reparación de hierro fundido.
Selección del proceso de soldadura
Recomendamos encarecidamente utilizar el proceso de soldadura con varilla para reparar o unir piezas de hierro fundido. Si bien puede soldar hierro fundido con MIG y TIG, la soldadura con electrodo revestido es la opción preferida de la industria por una buena razón.
El proceso de soldadura por electrodos produce un arco de alta temperatura que permite velocidades de desplazamiento rápidas y requiere temperaturas de precalentamiento más bajas que las soldaduras MIG y TIG. Es crucial soldar el hierro fundido rápidamente, lo cual es posible con el proceso de soldadura con electrodo revestido. Además, puede cambiar la polaridad a DCEN y reducir la HAZ y disminuir la fragilidad de la HAZ como consecuencia de la soldadura.

Fuente: https://awo.aws.org/glossary/direct-current-electrode-negative/
El hierro fundido es sensible a las fluctuaciones de la temperatura de entrada, así que asegúrese de que su máquina de soldadura por electrodo revestido tenga una salida de arco confiable y constante. Eche un vistazo a la selección de soldadores YesWelder y no dude en comunicarse si necesita ayuda para seleccionar su máquina.

Máquina de soldadura de electrodos ARC Welder 205A | Sí Soldador
Cómo preparar el yeso y la junta
Antes de discutir los metales de aporte y el precalentamiento, debemos enfatizar los pasos especiales de preparación cuando se sueldan piezas de hierro fundido.
Lo primero que debe hacer es quitar la piel de fundición de toda el área de soldadura. Luego, elimine los tintes penetrantes si se usaron para probar grietas en la soldadura y limpie la superficie de todos los aceites, grasas, pinturas, marcas, etc.
Mencionamos anteriormente que el hierro fundido gris puede empaparse en aceite. Por lo tanto, es esencial calentar el aceite incrustado antes de soldar las piezas de hierro fundido del motor. De lo contrario, el aceite atrapado y otros compuestos se quemarán durante el proceso de soldadura y emitirán gases que causarán porosidad. Para evitar la porosidad, es necesario precalentar la fundición a temperaturas superiores a 260 °C (500 °F). Pero discutiremos el precalentamiento con mucho más detalle pronto.

La muestra de hierro enviada originalmente se ve a 100X: la porosidad del hierro fundido
Fuente:https://clemex.com/analysis/331-porosity-analysis/
Si está reparando una grieta en la pieza de hierro fundido como un bloque de motor, taladre dos orificios en ambos extremos de la grieta para evitar que se extienda más mientras suelda. La temperatura de soldadura causará expansión y contracción local, como comentamos anteriormente, y dado que el hierro fundido es muy frágil, la grieta se propagará a menos que taladre orificios en ambos extremos de la grieta.

Fuente: https://www.youtube.com/watch?v=iyAykUm_Ykg
También debe considerar el uso de herramientas de carburo para perforar la grieta y hacer una forma de V o U antes de soldar, pero la necesidad de hacerlo variará de un caso a otro según el tipo de hierro fundido, la profundidad de la grieta y las condiciones de vida útil del la pieza que está reparando. Para usar el sentido común, considere si la pieza puede cumplir su propósito si la soldadura es principalmente una soldadura de superficie. De lo contrario, abra la grieta para proporcionar una penetración de soldadura más profunda.
Si une dos piezas de hierro fundido en una configuración de junta a tope, es mejor hacer una junta en U en ambos extremos cuando sea posible.

B—Observe la unión con ranura en U. La raíz de la soldadura se puede alcanzar fácilmente. Se desperdicia poco metal de aporte y tiempo de soldador.
Fuente:http://www.halversoncts.com/33-joint-geometry.html
Precalentamiento – PASO CRUCIAL
Si hay algo que debe hacer bien para soldar hierro fundido con éxito, sería el precalentamiento. Como discutimos anteriormente, el hierro fundido es quebradizo y no puede manejar las tensiones inducidas por la soldadura de la expansión y contracción de la zona de soldadura. Sin embargo, precalentar la fundición antes de soldar y dejar que se enfríe lentamente mejorará SIGNIFICATIVAMENTE sus posibilidades de unir o reparar piezas de hierro fundido.
A medida que suelda, la ZAT se verá restringida por el metal frío circundante, lo que provocará grietas. Sin embargo, si precalienta toda la pieza, habrá un gradiente térmico significativamente menor entre la zona de soldadura y el resto de la pieza, lo que dará como resultado muchas más posibilidades de evitar grietas a medida que el material se vuelve a alinear durante el proceso de enfriamiento.

Fuente: https://blog.thepipingmart.com/metals/how-to-weld-cast-iron-a-complete-guide/
Pero, hay una trampa. Debes precalentar el yeso de manera uniforme. Si el gradiente térmico en todo el volumen de la pieza varía demasiado, la fundición puede agrietarse incluso antes de soldarse.
¿Por qué, usted puede pedir?
Bueno, aquí está la cosa. Si calienta una parte de la fundición a una temperatura más alta que el resto de la fundición, esa parte se expandirá más y empujará hacia el material circundante que no se ha expandido a la misma velocidad. Así que ahora, cuando intente calentar el resto del yeso, habrá fuerzas en conflicto dentro del yeso. Las partes más frías y las partes más calientes se empujarán y tirarán entre sí, lo que provocará que el hierro fundido quebradizo se agriete.
No tienes que ser absolutamente pedante al respecto. Pero haga todo lo posible para precalentar la pieza de manera uniforme si usa el capullo de rosa de oxiacetileno, o coloque la pieza en un horno o una parrilla cubierta si es posible. En un entorno industrial, las piezas de hierro fundido se precalentarían en hornos industriales, pero para las reparaciones de bricolaje, puede usar su horno doméstico o una parrilla. Solo tenga cuidado de no dañar sus electrodomésticos. Si la parte es grande, puede usar el soplete oxicromático Rosebud, pero intente cubrirla con movimientos uniformes mientras la calienta.

Foto por @littleshopmfg
Si está reparando motores industriales u otros equipos en servicio que no puede precalentar debido al tamaño u otras limitaciones, considere alimentar el equipo y hacerlo funcionar hasta que alcance la temperatura máxima de servicio. Si bien hacer funcionar un motor agrietado no es la mejor de las ideas, a veces es lo mejor que puede hacer. Use el sentido común y discuta cómo manejar tales situaciones con otros miembros del equipo. Pero tenga en cuenta que cuanto más se acerque a la temperatura de precalentamiento necesaria, mayores serán las posibilidades de una soldadura exitosa. Si no puede precalentar la pieza, las soldaduras serán mucho más duras y es más probable que se vuelvan a agrietar. Pero a menudo es mucho más barato reparar equipos industriales y seguir reparándolos que reemplazarlos, especialmente si la grieta no es crítica.

Reparación de bloque de motor de hierro fundido
Fuente: https://www.youtube.com/watch?v=iyAykUm_Ykg
Las temperaturas típicas de precalentamiento para la soldadura con barra de hierro fundido están entre 600 °F y 1500 °F (315 °C y 815 °C), pero trate de nunca soldar piezas por debajo de 400 °F (200 °C). Calentar el yeso lentamente. No se enfade con él porque puede expandirse demasiado rápido en la superficie pero no lo suficientemente rápido en el metal y nuevamente causar fuerzas en conflicto que hacen que se agriete.
Después de soldar, coloque la pieza en una caja de metal cerrada para ralentizar el enfriamiento o cúbrala con arena o una manta de soldadura.
Selección de metal de aporte
El siguiente paso crucial para evitar el agrietamiento es usar el metal de aporte correcto.
Esta es la palabra mágica para la mayoría de los trabajos de reparación de hierro fundido: níquel. Ahora, puede estar pensando: «¿Por qué diablos usaría metal de aporte a base de níquel para soldar hierro fundido?» El secreto es… la ductilidad y el contenido de carbono. Las varillas con base de níquel diluyen la soldadura con el metal base, haciéndola significativamente más dúctil. Además, las varillas de níquel como ENi-CI-A y ENiFe-CI-A tienen un contenido de carbono por encima del límite de solubilidad en níquel, lo que da como resultado un aumento del volumen de soldadura y ayuda a compensar las tensiones de contracción generadas a medida que la soldadura se enfría. El Níquel rechaza el carbón sólido del metal base, reduciendo el volumen de hierro fundido diluido en la junta.
Sin embargo, debe tener cuidado al usar los electrodos de níquel-hierro y níquel-hierro-manganeso porque pueden introducir más hierro fundido en la soldadura, lo que puede provocar el agrietamiento de la soldadura transversal y central en ciertas condiciones.
En caso de duda, recomendamos utilizar electrodos de barra con base de níquel. Por supuesto, si está soldando equipos industriales costosos, consulte al ingeniero y busque el metal de aporte adecuado para esa aleación de hierro fundido específica.

Electrodos de soldadura revestidos a base de níquel para hierro fundido
Fuente: https://www.weldpundit.com/what-welding-rod-cast-iron/
Colocación de las soldaduras que se pegan cada vez
Así que ha limpiado, preparado y precalentado la fundición, ahora veamos cómo soldarla con las mejores posibilidades de evitar grietas en la soldadura.
Primero, use la salida de amperaje más baja que pueda en su soldadora de varilla para el grosor de la parte soldada y el diámetro del electrodo a base de níquel. Cuanto menor sea la corriente que pueda usar, menos calor introducirá en la HAZ. Si no necesita una penetración máxima, considere cambiar la polaridad a DCEN (electrodo negativo, abrazadera de tierra positiva) para reducir la HAZ. Puede hacer esto al realizar soldaduras superficiales en piezas de hierro fundido desgastadas que solo requieren reparación superficial o para soldar grietas donde la profundidad de penetración no es una preocupación importante.
Restrinja las soldaduras a segmentos de 1 pulgada y nunca haga soldaduras de más de 10 veces el diámetro del electrodo.
Si está reparando una grieta en la superficie del motor o algo similar, comience a soldar en la superficie de fundición ligeramente detrás de los orificios perforados (que perforó anteriormente, como explicamos anteriormente en el artículo). Suelde hacia el centro de la grieta, pero no haga una soldadura de más de 1 pulgada. Repita el proceso desde el otro lado de la grieta y luego suelde desde el centro hacia ambas soldaduras. Escalonar las soldaduras de esta manera reducirá la entrada de calor en la zona de soldadura y reducirá las posibilidades de que la HAZ se vuelva martensítica y quebradiza.
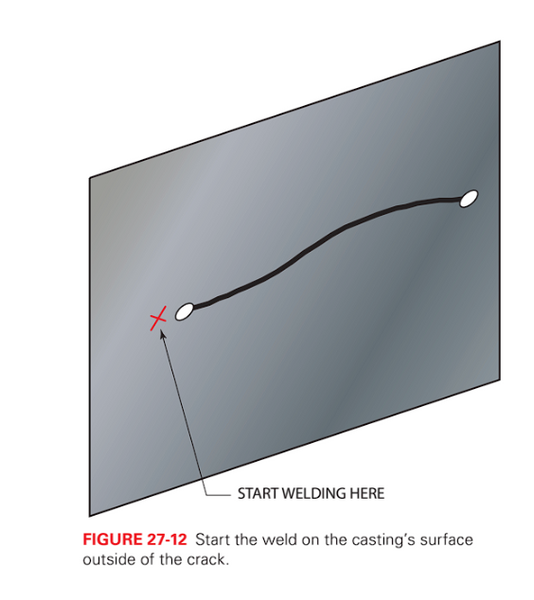
Imagen que muestra dónde comenzar la soldadura al reparar una grieta de fundición.
Fuente: Soldadura: Principios y Aplicaciones, 8ª ed.
Evite volver a golpear el metal base. En su lugar, vuelva a encender el arco en la soldadura previamente colocada.
Considere esmerilar las áreas de la pieza fundida con las brocas de carburo donde puede obtener una alta concentración de tensión de soldadura y untar con mantequilla el área con el material de soldadura dúctil, como electrodos a base de níquel, antes de unir dos piezas de hierro fundido. Por ejemplo, si fuera a hacer una junta en T donde una parte de hierro fundido se esmerila para formar un bisel de 30 grados con la otra parte, la otra parte experimentaría mucha tensión a medida que la soldadura se enfría y la jala hacia el biselado. parte. Pero, si esmerila ambas partes y llena la ranura de soldadura con metal de aporte a base de níquel, tendrá mejores posibilidades de evitar el agrietamiento porque ambas partes están llenas de material dúctil.
Por lo tanto, intente imaginar cómo la soldadura puede tirar del metal circundante a medida que se enfría y vea si puede ubicar el área que se beneficiaría si se esmerila y se carga con el material dúctil para evitar la concentración de tensión. Esto será diferente para la mayoría de los trabajos, según el tipo de unión, el grosor, la forma de la pieza y otros aspectos. Pero es algo a tener en cuenta antes de soldar.
Cuando suelde uniones gruesas tipo V, U o J, use una secuencia de soldadura en cascada. Primero, coloque la primera capa inferior y luego siga con capas en cascada encima, como se muestra en la imagen a continuación. Continúe colocando soldaduras hasta que llene la junta. La secuencia en cascada debería ayudar a prevenir el sobrecalentamiento de la HAZ.

Imagen que muestra la secuencia de soldadura en cascada. Fuente de la imagen AWS
El alivio del estrés
El martillo de bola será su mejor amigo cuando suelde hierro fundido, no los electrodos, las herramientas de carburo o su querido soldador.

Martillo de bola
Fuente: https://en.wikipedia.org/wiki/Ball-peen_hammer
La técnica de granallado consiste en aplicar numerosos golpes perpendiculares a la superficie de la soldadura utilizando un martillo de punta redonda para granallado.
Golpear el cordón de soldadura mientras se enfría contrarrestará las fuerzas de contracción y minimizará la distorsión y la concentración de tensión. Literalmente, orinar la soldadura empujará el metal de soldadura hacia el metal circundante y evitará que la soldadura tire del metal circundante. Combine el granallado con el precalentamiento y los electrodos a base de níquel, y estará listo.
El error número uno a evitar es golpear el metal de soldadura con demasiada fuerza. Además, debe mantener una temperatura superior a 538 °C (1000 °F). Entonces, tan pronto como deposite la soldadura, comience a martillarla mientras aún está caliente. No esperes ni un segundo más de lo que tardas en cambiar el aguijón por el martillo.
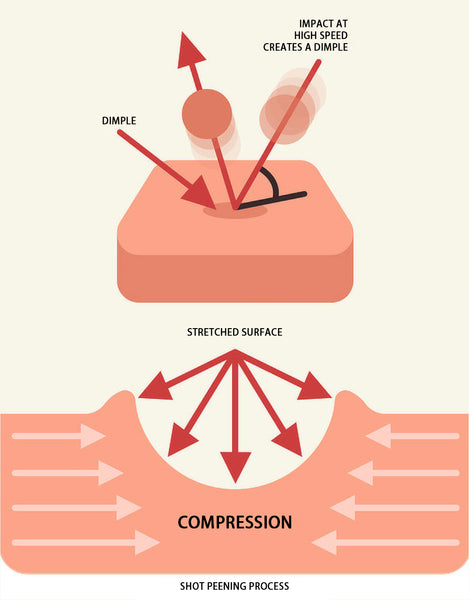
Fuente: https://www.weerg.com/guides/what-is-shot-peening
Finalmente, enfriar lentamente toda la fundición en la arena o en una caja cerrada ayudará a aliviar el estrés y minimizará las posibilidades de que la soldadura se agriete interna o externamente.
Conclusión
Como puede ver ahora, soldar hierro fundido tiene muchas variables a considerar y muchos pasos críticos, desde hornear el aceite incrustado hasta martillar las soldaduras. No es un material fácil de trabajar, pero si aprendes a hacerlo y consigues los certificados de soldadura de fundición necesarios, podrás ampliar tu campo de trabajo. Pocos soldadores se especializan en reparaciones de hierro fundido, por lo que puede abrir algunas puertas para su carrera si le gusta reparar equipos industriales.
Cuando se trata de soldadura de hierro fundido, la práctica hace al maestro. Incluso si desea hacer reparaciones de bricolaje en su estufa de hierro fundido o adornos decorativos, debe obtener diferentes grados de desechos de hierro fundido de su depósito de chatarra local y hacer algunas soldaduras de prueba empleando todo lo que discutimos en este artículo. Después de un tiempo, lo dominará y tendrá mayores posibilidades de evitar el agrietamiento de la soldadura durante y después de la soldadura.
