

La soldadura por arco/electrodo es uno de los métodos más antiguos, pero todavía se abre camino en diversas aplicaciones industriales, como tuberías, soldadura estructural, reparación de trabajos pesados y muchas más.
Aunque hoy en día existen procesos de soldadura más avanzados, la soldadura por electrodo revestido es la favorita de muchos soldadores debido a su facilidad de uso, versatilidad, altas tasas de deposición y bajos costos.
Además de la industria, los aficionados, los aficionados al bricolaje y los propietarios de pequeños talleres también adoran el proceso de soldadura por arco. Sin embargo, los menos experimentados suelen preguntar cómo soldar metales de diferentes espesores.
En este artículo, explicaremos cómo se trata la soldadura por electrodo con un metal delgado, un espesor de metal medio y un material grueso y qué necesitará para soldarlo con éxito.

Foto de @welding_land
Soldadura con electrodo electrodo de diferentes espesores
La soldadura con electrodo revestido es un proceso sencillo que no requiere demasiada habilidad ni equipo especial como los procesos de soldadura TIG, y se puede utilizar para soldar en el campo en condiciones de viento. Los electrodos revestidos tienen una capa de fundente que protege el charco de soldadura de la contaminación y pueden quemar óxido, pintura y metales sucios.
Con altas tasas de deposición y bajos costos adicionales, no sorprende por qué la soldadura electrostática es un método de elección cuando el proyecto o el trabajo de reparación deben realizarse de manera rápida y económica. Sin embargo, en términos de apariencia, la soldadura con electrodo revestido no puede igualar a las soldaduras TIG importantes.

Foto de @arc_trainer
Con respecto a los metales de diferentes espesores, la soldadura por electrodo funciona excepcionalmente bien con metales de espesor medio y grueso, pero se usa con menos frecuencia para soldar metales delgados. Ninguna característica podría limitar la producción de calor como en los procesos de soldadura MIG o TIG, pero una mayor penetración maneja muy bien el metal grueso.
Veamos qué necesitas y cómo soldar diferentes espesores de metal mediante soldadura electrodo.
Soldadura con electrodo revestido de metal fino
Soldar metal delgado con electrodo revestido, o cualquier metal de menos de 1/8 ″, es todo un desafío e incluso si hace todo bien, no hay garantía de que tenga éxito. La única razón es la producción de calor de la soldadura con electrodo revestido, que rara vez es inferior a 20-30 amperios. Además, no hay funciones como MIG pulsado o TIG, que ayudarían a limitar la zona afectada por el calor dentro del metal delgado.

6013 Varilla de 2,0 mm con DCEP de 55 amperios
Fuente: https://www.youtube.com/watch?v=w1_MEx8CU-A
Como resultado, es posible que encuentre envolturas, quemaduras o distorsiones. Además, es posible que tenga problemas para iniciar un arco debido al bajo amperaje, y la solución es aumentarlo, lo que impide soldar metales delgados.
Sin embargo, algunos consejos prácticos pueden ayudarle con chapas de mayor calibre.
Equipo de soldadura con varilla para soldar metal fino
Al igual que otros métodos de soldadura, no necesitará el soldador de varilla más potente para soldar láminas de metal delgadas. En su lugar, puede hacerlo con una soldadora de electrodo de CC YesWelder ARC-125DS, con una potencia nominal de 20 a 125 amperios y una tecnología de inicio de arco fácil.
Esta característica puede ayudarle a compensar la potencia para el arranque de bajo amperaje que necesitará para el acero dulce delgado. Deberá configurar las máquinas lo suficientemente bajas como para no quemar el metal base, pero aún lo suficientemente altas como para iniciar el arco.

Máquina de soldadura por arco soldador 125A | Sí Soldador
El siguiente paso será seleccionar la varilla para soldar con electrodo revestido adecuada. No conviene utilizar electrodos de más de 1/8 ″ o 1/16 ″ de diámetro, ya que extenderán la zona afectada por el calor, lo que provocará envolturas o distorsiones. Debe utilizar una varilla E6011 o E6013 para obtener mejores resultados.
La varilla E6011 es más adecuada cuando no se necesita una soldadura atractiva en chapa fina o metálica, y funcionan bien con metal pintado, oxidado o sucio. Sin embargo, las varillas E6013 muestran mejores resultados cuando la apariencia de la soldadura es esencial, pero requieren una superficie adecuadamente limpia. Además, los 6013 ofrecen una penetración un poco más superficial en comparación con los 6011.
Elegir la polaridad correcta es tan importante como hacer coincidir el metal de aportación. Para metales delgados, DCEN (Electrodo de corriente directa negativo o DC-) es la mejor opción ya que ofrece una menor penetración en comparación con DCEP. Con DCEN, el portaelectrodos se conecta a la conexión del lado negativo (-) de la soldadora.
Preparación de soldadura y método de soldadura necesarios para soldar chapa metálica
Si bien SMAW es conocido por sus excelentes resultados al soldar sobre suciedad u óxido, cuando se trabaja con metales finos se desea limpiar superficies, especialmente cuando se trabaja con electrodos E6013. Además, no se recomienda dejar un espacio grande, ya que las piezas se deformarán, por lo que se requiere un buen ajuste.
Dado que controlar la entrada de calor con SMAW es un desafío, necesitará atención adicional con material más delgado. Esto se aplica explícitamente cuando se utilizan soldaduras más largas. El uso de la técnica de soldadura por saltos con varias soldaduras intermitentes o por puntos puede ayudar a minimizar la distorsión y distribuir uniformemente el calor.

Fuente: http://www.soliddna.com/SEHelp/ST5/EN/i_v/stchweld1c.htm
Además, puede sujetar las piezas y utilizar soldaduras por puntos con una barra de respaldo adicional que puede servir como disipador de calor. A veces, los electrodos pueden enrollarse hacia arriba y hacia abajo, por lo que puede utilizar los electrodos usados o proporcionar un soporte más firme. Ir despacio provocará una quemadura, pero debe hacer algo más que atravesar la soldadura.
Al final, soldar materiales delgados con soldadura por arco metálico protegido se reduce a encontrar un punto óptimo donde el electrodo se encienda pero funcione sin quemar agujeros en las piezas.
Soldadura con varilla para metal de espesor medio
La soldadura con electrodo revestido es uno de los mejores métodos, moderadamente sencillos y más baratos, para soldar acero dulce de espesor medio. Estas aplicaciones generalmente incluyen reparaciones en el campo, mantenimiento, trabajos agrícolas y trabajos de bricolaje y aficionados.
Como metal de espesor medio, consideramos placas de hasta 1/4″ o 1/2″, ya que rara vez tendrá la oportunidad de soldar algo más grueso que eso en su taller. La soldadura con electrodo revestido de metal de espesor medio es ciertamente más tolerante que la soldadura. chapa, pero aún necesitará algo de tiempo para dominar la técnica y obtener los mejores resultados.
Sin más, veamos qué hacer con el metal de soldadura de espesor medio.

Foto de @upinsmokeweldingapparel
Equipos para metal de espesor medio.
Lo mejor del metal de espesor medio es que puedes soldarlo con un soldador de varilla común de 160 amperios, que suele ser económico. Así que nuestra mejor elección es, sin duda, la soldadora de varilla inversora IGBT YesWelder YWA-160.
Esta máquina liviana, portátil y asequible se puede utilizar para soldar acero de hasta 5/32″ cuando se conecta a un tomacorriente de 220 V. Además del precio atractivo, esta máquina está repleta de funciones como fuerza de arco, arranque en caliente y protección VDR para le ayudarán a afrontar sus proyectos cotidianos de servicio medio. Estas características le ayudarán a iniciar y mantener el arco estable desde el principio hasta el final de la aplicación, lo cual es crucial para obtener soldaduras revestidas de la más alta calidad.

Selección del metal de aportación (electrodo)
A medida que aumenta el espesor del metal base, necesitará utilizar un electrodo tipo varilla de mayor diámetro. El tamaño correcto de varilla de soldadura con electrodo es el más grande que encaje en la unión, asegurando una adecuada penetración y fusión, siendo los más comunes 1/16, 5/64 y 3/32. Al igual que con la soldadura TIG, desea un electrodo un paso más delgado que el metal base. Por ejemplo, el metal de 1/8 ″ requerirá una varilla de 3/32 ″.
Tiene más espacio para seleccionar el tipo de electrodo que la soldadura de chapa, con los modelos 6010, 6011, 6013 y 7018 de uso común. La mejor parte es que las propiedades del electrodo pueden adaptarse perfectamente a sus proyectos. Por ejemplo, si necesita más calor, puede usar E6010, mientras que E6011 proporciona un arco suave, salpicaduras mínimas, penetración moderada y escoria fácilmente eliminable.

Fuente: https://weldingweb.com/vbb/threads/44592-Learning-to-Stick-Weld
Como principiante, considere comenzar con varillas de rutilo como E6013 y E7014. Proporcionan resultados significativamente más tolerantes que las varillas celulósicas, como la E6011, o las varillas con bajo contenido de hidrógeno, como la E7018. Sin embargo, las varillas de rutilo ofrecen resultados de menor calidad, pero puedes usarlas para avanzar y dominar electrodos más desafiantes.
Debe prestar atención a la polaridad del electrodo al realizar una selección. Por ejemplo, determinados electrodos, como el E6010, están diseñados únicamente para DCEP, mientras que su alternativa, el E6011, puede funcionar tanto con corriente alterna como continua.

Fuente: https://amarineblog.com/2019/09/03/welding-current-types-dcen-dcep-ac/
Además, tenga en cuenta que los soldadores de varilla con inversor pueden tener problemas con los 6010, lo que provoca resultados inconsistentes con un arco altamente inestable. Afortunadamente, ese no es el caso del YesWelder YWA-160, lo cual es una razón más para recomendarlo.
Configuraciones de soldador para metal de espesor medio
La corriente y la polaridad deben ser lo primero que debe considerar al configurar su soldador para acero de espesor medio. Los ajustes de corriente y polaridad variarán según el electrodo seleccionado y los requisitos generales del proyecto.
Por ejemplo, la corriente DCEP (DC+) se calienta entre un 10% y un 15% más en comparación con DCEN (DC-) y AC. Por lo tanto, soldar metal de espesor medio requerirá, en la mayoría de los casos, polaridad DCEP. DCEN, como dijimos, es más útil en la soldadura de metales delgados, mientras que la CA suele ser útil cuando se produce un golpe de arco.
El soplo de arco es un problema de soldadura específico que puede notar si el arco se sale del charco de soldadura debido a las propiedades magnéticas o térmicas del metal base. Entonces, si siente que no puede controlarlo, debe cambiar a corriente alterna, por supuesto, si su soldador de varilla y su electrodo lo permiten. Sin embargo, la soldadura con CA ofrece una penetración relativamente baja y alternar del lado positivo al negativo puede provocar que el arco se extinga.
A continuación, deberá seleccionar el amperaje correcto. El amperaje generalmente se indica en la caja o en los materiales adjuntos del paquete del electrodo. Además, puede utilizar una regla general que dice 1 amperio por cada diámetro de electrodo de 0,001 pulgadas.
Un amperaje bajo hará que el electrodo se adhiera excesivamente a la pieza, lo que eventualmente provocará una tartamudez del arco. Por el contrario, el alto amperaje hace que el baño de soldadura sea extremadamente fluido y casi incontrolable, con sonidos de arco elevados. Si bien es menos probable que queme metal de espesor medio, aun así debes prestar atención.

Foto de @coinsiieweldz
Preparación de soldadura y técnica de soldadura
La soldadura con varilla/arco de metal más grueso ciertamente permite más opciones de preparación y diseño de la soldadura, ya que las piezas se pueden colocar en posiciones horizontales, verticales o superiores, con junta en T, soldadura a tope, junta de esquina y muchas más. Aunque SMAW es mucho más tolerante a la suciedad, el aceite o el óxido, limpiar las piezas siempre es una buena práctica.
En cuanto a la técnica de soldadura de metales de espesor medio, existen ciertas pautas pero no reglas específicas. Por lo tanto, SMAW permite a los soldadores desarrollar su propio estilo y manipulación de electrodos siempre que sigan pasos específicos.
Los electrodos revestidos se pueden pasar usando un hilo o cordón recto, o técnica de tejido. Los metales de hasta 1/4″ generalmente no tienen un espacio grande, por lo que no es necesario tejer con metal de espesor medio. En cambio, debe prestar atención a la longitud del arco, el ángulo de desplazamiento y la velocidad de desplazamiento.
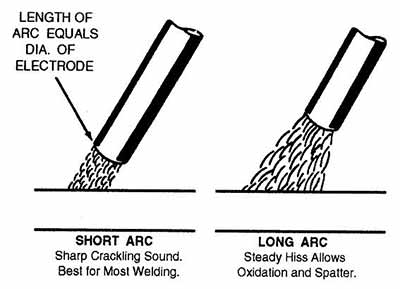
La longitud del arco representa la distancia entre el electrodo y el charco. Como regla general, no debe exceder el diámetro del núcleo del electrodo. Si mantienes el electrodo demasiado cerca, se pegará y se apagará. Mientras tanto, levantarlo muy alto provocará salpicaduras, porosidad o socavamiento.
Fuente: https://www.cruxweld.com/blog/five-steps-to-improving-your-stick-welding-technique/
El ángulo de desplazamiento es similar a otras técnicas de soldadura e incluye sostener el electrodo entre 5 y 15 grados y la técnica de arrastre (de revés) en posiciones horizontales y planas. La soldadura vertical hacia arriba requiere una técnica de empuje de 0 a 15 grados.
La velocidad de desplazamiento debe ajustarse al espesor del metal. La baja velocidad de desplazamiento crea cordones de soldadura más anchos con una penetración poco profunda. El electrodo no fusiona las dos piezas; simplemente se asienta encima del metal base. Mientras tanto, la velocidad de desplazamiento rápida crea cordones de soldadura estrechos, lo que nuevamente genera problemas de penetración y temor a cortes o rellenos insuficientes.
Como principiante, puede llevar tiempo dominar la manipulación adecuada de los electrodos, la velocidad de desplazamiento y la longitud del arco, razón por la cual SMAW es un poco más compleja que la soldadura MIG, pero aún no tan difícil como la soldadura TIG. Sin embargo, una vez que domines la técnica, disfrutarás de la versatilidad de soldar con éxito y rapidez acero de espesor medio sin gas protector.

Fuente: https://slideplayer.com/slide/4214975/
Soldadura con varilla para metal grueso
La soldadura con electrodo revestido es uno de los métodos más adecuados y ampliamente utilizados para unir metales más gruesos en granjas y ranchos, en el campo y en aplicaciones de mantenimiento y reparación de plantas, soldadura de tuberías y construcción naval. Ya debería conocer las razones: alta deposición y penetración, con bajos costos.
Soldar metal de 3/16″ de pulgada y más con SMAW requerirá biselar las piezas y usar múltiples pasadas. Si bien lo mismo se aplica a cualquier método de soldadura, el núcleo de varilla y fundente (núcleo de fundente con doble blindaje) son los procesos más rentables que se pueden realizar. entonces.
Entonces, expliquemos cómo se hace.

Fuente: https://slideplayer.com/slide/4214975/
Equipos de soldadura para material grueso
La principal ventaja de biselar las piezas es llevar un espacio de 1″ a un espacio razonable de 1/8″ o 1/4″. En ese punto, puede utilizar un soldador de varilla típico con capacidad de 160 a 200 amperios. Si explora el mercado, la mayoría de los soldadores de varilla de grado industrial no tienen un rendimiento de alto rendimiento como el de las máquinas MIG o TIG.
Por lo tanto, puedes utilizar YesWelder ARC-205DS para soldar piezas más gruesas con éxito. Lo bueno es que puedes usar los notorios 6010, que generalmente son imprescindibles para pasar la raíz en la pieza más gruesa. El soldador para aplicaciones industriales debe tener un ciclo de trabajo alto, que permita a los soldadores completar una sola pasada en una sola pasada.

No obstante, las aplicaciones de reparación del hogar que incluyen soldadura de material grueso serán más que manejables con el ciclo de trabajo del 60% que ofrece ARC-205.
Elección del electrodo
La soldadura con electrodo revestido de placas gruesas requerirá un tamaño manejable de electrodos, ya que la raíz tendrá un grosor razonable. Como resultado, necesitará una varilla de 1/8 de pulgada o 5/8 de pulgada para la primera pasada, inicial o de raíz y una varilla de 5/32 o 3/16 de pulgada para las pasadas de relleno y tapa.
Para soldar la pasada de raíz se utiliza un electrodo de soldadura de celulosa E-XX10 para todas las posiciones (6010, 7010, 8010). La velocidad de desplazamiento estándar es de 12 pulgadas por minuto, con polaridad inversa (DC+). Este enfoque crea una base sólida para las próximas soldaduras con escoria que se desprende fácilmente. Si, en cualquier caso, se produce un arco, puedes cambiar a su hermano menor 6011, que funciona con corriente alterna, pero ofrece resultados algo más débiles.

E6013 Cáscaras de escoria Foto de @darrinolszko
Las próximas pasadas de llenado y tapado generalmente se realizan con electrodos de bajo hidrógeno E-7018. Esto se debe a que los 7018 producen soldaduras fuertes y dúctiles que llenan bien la abertura, lo que los convierte en la columna vertebral de la soldadura estructural.
Preparación de soldadura para piezas más gruesas
La preparación de la soldadura para soldar piezas más gruesas es casi tan importante como la soldadura misma. Para placas de hasta 3/16″ de espesor, debe usar un bisel en V para preparar las piezas. Las piezas de 1/2″ a 3/4″ requerirán un bisel en U, que puede admitir más metal de aportación para garantizar soldaduras más fuertes. Finalmente, las piezas de más de 3/4 de pulgada necesitarán una configuración de junta de doble bisel en V o en U.
El espacio debe ser uniforme a lo largo de toda la pieza de placa o tubería, y alinear las piezas es fundamental. Por supuesto, no se debe tener en cuenta la limpieza. Una vez alineado, puede usar soldaduras por puntos para mantener todo en su lugar y poder comenzar a soldar.

Fuente: https://slideplayer.com/slide/4214975/
Técnica de soldadura con electrodo revestido de múltiples pasadas
En comparación con las placas de espesor medio, las piezas más gruesas ahora tienen un espacio más grande entre ellas, por lo que tendrás que utilizar una manipulación de tejido con una técnica de empuje para biseles en V de 3/16″-1/2″ o una técnica de tracción para biseles en U más grandes. de 1/2″ para llenarlo correctamente y obtener un cordón de soldadura sólido. El procedimiento de tejido requiere más tiempo y práctica. Sin embargo, puede practicar sujetando un bolígrafo en el portaelectrodos y dibujando en una hoja de papel.
Aunque los 6010 producen una escoria que se desprende fácilmente, es fundamental limpiarlo a fondo antes de realizar cualquier otra pasada. Cualquier escoria sobrante puede causar inclusiones de escoria que pueden interferir con la integridad de la soldadura y apenas se notan sin pruebas de rayos X o ultrasonidos.

Soldar con E6010, Foto de @sissou.san
Después de una pasada de raíz, puede optar por realizar una pasada en caliente, realizada dentro de los 5 minutos posteriores a completar la soldadura inicial. La pasada en caliente se utiliza para corregir algunas imperfecciones observadas en la pasada de raíz, necesitando entre un 5 y un 10% más de calor para penetrar en la primera pasada.
Colocar una base es una parte crucial para hacer la soldadura de electrodo más fuerte en el metal grueso y, luego, deberá llenar el espacio. La pasada de relleno se realiza con varillas E7018 de menor diámetro, pero se puede utilizar cualquier método conveniente de manipulación de electrodos.
Los soldadores altamente cualificados suelen utilizar técnicas de tejido para soldadura de casquillo para producir soldaduras tipo TIG de alta estética. Sin embargo, estará más que bien con un acabado simple con 7018.

Soldar con E6010, Foto de @wilsonand Daughterwelding
Finalmente, le llevará algún tiempo acostumbrarse al procedimiento de soldadura con electrodo revestido de varias pasadas. Pero una vez que lo dominas, desbloqueas la capacidad de soldar metal sin importar su grosor.
Pensamientos finales
La soldadura con electrodo revestido es un proceso extremadamente versátil que le permitirá soldar metales de varios espesores. La mayor ventaja es que puedes hacerlo de forma económica y rápida. Como resultado, con él sería imposible realizar reparaciones y mantenimiento modernos y soldar estructuras de acero.
Para usted, como aficionado, eso significa que puede soldar acero dulce de varios espesores, siempre y cuando no sea delgado. La soldadura MIG de chapa es mucho más sencilla, mientras que la soldadura TIG proporciona soldaduras de la más alta calidad. Aún así, no pueden competir con la soldadura por electrodo cuando se trata de material grueso.
